Способы пайки алюминия в домашних условиях
При выполнении мелкого ремонта, для сращивания проводов и мастерам-радиолюбителям приходится соединять алюминиевые детали. Пайка алюминия в домашних условиях происходит достаточно сложно.
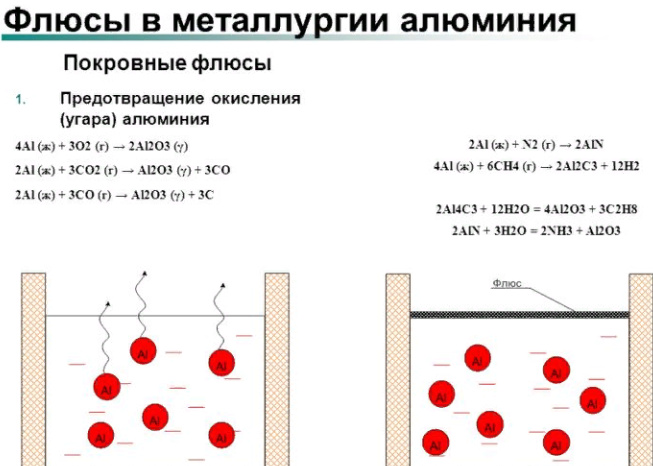
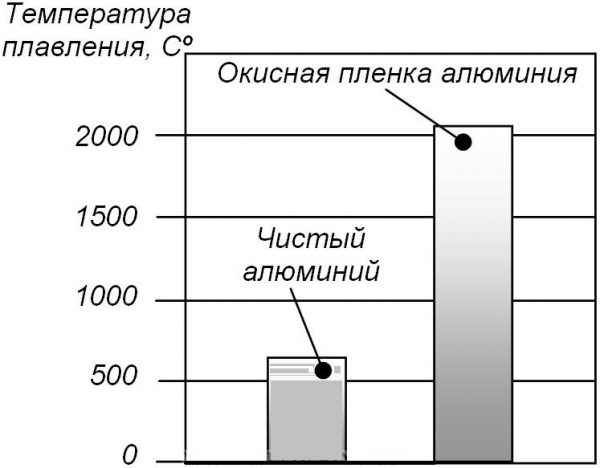
Трудности возникают из-за прочной оксидной пленки на поверхности металла после зачистки, мгновенно образующейся от контакта с воздухом. Слой окислов препятствует выполнению лужения. А также по причине низкой температуры плавления алюминия – всего 660°С. По причине низкого порога плавления, металл, нагреваясь, теряет прочность, а устойчивость конструкций резко падает уже при 300°С.
Для облегчения процесса применяются специальные припои и сильнодействующий активный флюс. Выполнить высокотемпературную пайку поможет флюс марки 34А, состоящий из хлористого калия (50%) и цинка (8%), фторида натрия (10%), хлорида лития (32%).
Результат пайки будет зависеть от правильного выбора нагревательного элемента исходя из объемов и толщины металла, типа флюса и припоя.
Методы пайки
Существует три способа пайки алюминиевых деталей:
- С канифолью;
- С помощью припоя;
- Электрохимический.

Пайка с канифолью
Такая технология используется для мелких предметов, кабелей и проводов. Участок электропровода под пайку зачищается и обрабатывается канифолью. Затем помещается на шлифовальное полотно средней зернистости и прижимается нагретым паяльником с залуженным концом. Операцию нужно повторить несколько раз, и уже после этого спаять провода. Допускается использование канифольного раствора в диэтиловом спирте.
Край паяльника не отводится от облуживаемого кабеля, а канифоль подается сверху.
Алюминиевые провода небольшого сечения позволяет соединить паяльник мощностью в 50 Вт. Для изделий сечением 1-2 мм потребуется устройство мощностью 100 Вт. Спаиваемые кабели диаметром свыше 2 мм предварительно прогреваются в месте стыковки.

С использованием припоя
Технология спаивания алюминиевых деталей с помощью припоя получила применение в электротехнике и при ремонте автомобилей. Перед спаиванием алюминиевые элементы в месте стыковки облуживаются и соединяются между собой, либо с другими металлами.

Процесс пайки ведется легкосплавными припоями, включающими олово, цинк и кадмий. Также могут использоваться тугоплавкие сплавы на основе алюминия. Легкосплавные составы имеют преимущество в применении, потому что с ними можно паять алюминий с нагревом до 400°С.
Такой температурный режим не влечет изменений структуры и свойств металла, полностью сохраняется прочность алюминия. Сплавы кадмия и олова не обеспечивают в полной мере надежность контакта, подвержены коррозии. Тугоплавкие композиции с добавлением цинка и меди, или же сплавы кремния с алюминием таких недостатков не имеют. Наилучшая растворимость у алюминия — с припоями на основе цинкового сплава. Такое соединение получается надежным.
Электрохимическая пайка
Для реализации метода потребуется установка для гальванических покрытий. В ней стыкуемые поверхности деталей или проводов проходят омеднение. В случае отсутствия установки металл покрывают вручную. Шкуркой для шлифования зачищают область соединения и покрывают несколькими каплями жидкого медного купороса. К заготовке из алюминия подключается отрицательный полюс от источника электропитания.
Это может быть аккумулятор, электровыпрямитель или батарейка. К положительному контакту подсоединяется зачищенный медный провод сечением около 1 мм, который находится в изолированной оболочке. Начнется процесс электролиза с медленным оседанием меди. После чего это место лудится и высушивается электропаяльником. Теперь уже можно и паять.
Подготовка поверхности детали
Качество пайки алюминия и надежность стыка напрямую зависят от подготовительных операций, когда соединяемые участки освобождаются от следов краски, загрязнений и тонкой пленки окислов. Обезжиривание металла выполняется бензином, ацетоном или растворителем.
Затем поверхности обрабатываются механически с применением абразивного полотна, металлической щетки, проволочной сеткой из нержавеющего металла или шлифовальной машинкой с насадкой из стальной проволоки.
Кроме того, очищение алюминия может проводиться различными растворами кислоты.
Зачищенная область сразу покрывается тоненькой оксидной пленкой, но ее толщина не влияет на паяльный процесс и позволяет флюсу взаимодействовать с металлом.
Инструменты для нагрева материала
Мелкие алюминиевые изделия в домашних условиях вполне можно припаять обычным электрическим паяльником. Для работы потребуется электросеть и немного пространства. Для крупногабаритных деталей используется газовая горелка с пропаном, бутаном либо аргоном. В мастерской алюминий паяют с помощью паяльной лампы.

Газовая горелка считается оптимальным видом нагревательного инструмента. Она должна иметь ярко-синий цвет пламени, характеризующий правильное соотношение подачи газов и кислорода. Бледный или низкий огненный язычок указывает на переизбыток кислорода, а обогащенная смесь ускоряет окислительные процессы на поверхности алюминия.
При использовании горелки нельзя допускать перегрева металла, потому что он расплавится. Следовательно, важно контролировать температуру. Поможет в этом стержень припоя. При касании нагретой детали он начинает плавиться при достижении необходимой температуры.
Технология пайки алюминия своими руками
Процесс пайки алюминия в домашних условиях нисколько не отличается от соединения других металлов. Начинается все с подготовки, включающей зачистку и обезжиривание мест стыковки. Элементы конструкции размещаются в нужном положении, и происходит фиксация деталей.
Очищенная зона металла покрывается флюсом для разрушения оксидной пленки, которая препятствует попаданию припоя на алюминиевые детали, или же используется стержень с содержанием активного флюса. Флюс наносится сразу после зачистки, с минимальным интервалом времени.
После этого соединяемые элементы нагревается электропаяльником либо горелкой. Благодаря теплопроводности алюминия тепло быстро распространяется по всей поверхности, но остывать деталь тоже будет быстро. С повышением температуры металла начинается плавление припоя, который постоянно находится в контакте с соединяемыми поверхностями.
Стержнем просто трут царапающими движениями по области спаивания, чтобы сплав вошел в контакт с алюминием.
При соблюдении технологии пайки качество соединения получается высоким и стойким к коррозии.
Альтернативный способ
Пайка алюминиевых элементов в домашних условиях безфлюсовым припоем имеет свои особенности. Для этого потребуется оловянный или олово-свинцовый сплав припоя. А флюс заменяется канифолью.
Образованию на поверхности оксида алюминия препятствует зачистка контактной области металла под слоем расплава канифоли. Луженый паяльник со специальным скребком будет не только греть, а еще и разрушать оксидную пленку. Процесс будет более продуктивным, если в канифоль подмешать металлические опилки.
Описание технологии:
- В зоне пайки разогреть канифоль паяльником.
- Начинать тереть об нее носик паяльника, как только она покроет поверхность.
- Вместе со стальными опилками жало разрушит оксидную пленку, а расплавленный слой канифоли на металле предотвратит образование новой.
- Параллельно с разрушением пленки будет проходить лужение детали.
- Луженые предметы приставляют одну к другой и прогревают до температуры плавления припоя.
Пайка алюминия без применения специальных материалов отличается трудоемкостью и не гарантирует успешный результат. Лучше не рисковать и сразу купить флюс и высокотемпературный припой.
Паять алюминий самостоятельно рекомендуется в помещении с хорошей вентиляцией, потому что при работе происходит выделение токсичных веществ.
