Техника самостоятельной развальцовки труб
Существует множество способов соединения труб. Иногда возникают сложности в применении какого-либо из них. Причиной тому может быть незаметное на первый взгляд различие в диаметре, неравномерно сформированные стенки. Решением вопроса может стать вариант стыковки с помощью накидных муфт. Но для этого необходимо разобрать такое понятие как развальцовка торца труб.
Что собой представляет развальцовка
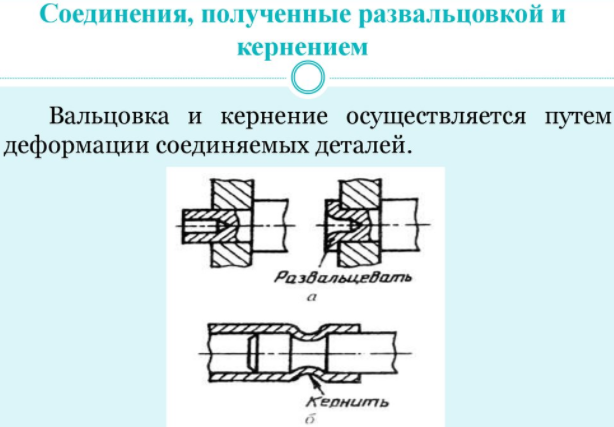
Под развальцовкой понимают процесс получения на конце трубы конической юбки. Диаметр такого образования превышает диаметр исходного материала. Это возможно за счет растяжения металла. Чем сечение развальцованного участка больше, тем меньше толщина его стенки. Любые трубы из мягкого материала (алюминий, медь, их сплавы, некоторые марки нержавейки) можно развальцевать ручным способом. Твердый металл подвергают машинной обработке. Не следует путать развальцовку с вальцовкой труб.

В каких случаях применяют развальцовку
Есть несколько причин, по которым необходимо обращаться к этому методу.
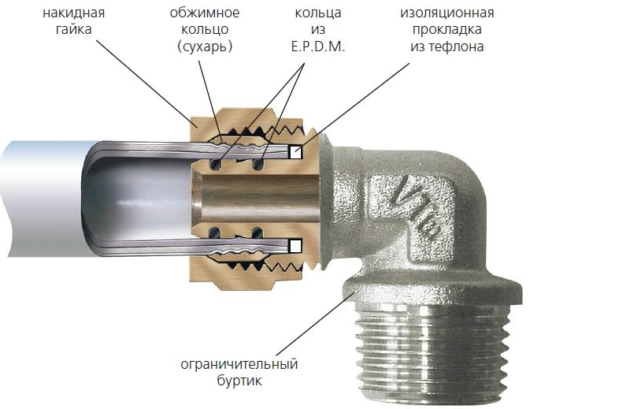
Чтобы получить разъемный стык. В кондиционерах, холодильных установках, гидравлических и других системах, где положен контроль за рабочей жидкостью, применяют соединение труб при помощи муфт. Если нужно уйти от сварки цветных металлов или сварки в целом.
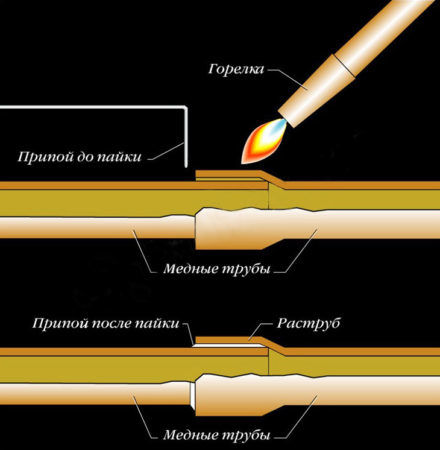
Применение пайки на медных трубках. Эффективно спаять две трубы можно только при условии достаточного соприкосновения их поверхностей. Это достигается либо вставкой одного диаметра в другой, либо (при одинаковых диаметрах) развальцовкой торцов и увеличением площади прилегания элементов. В противном случае соединение труб разорвется под действием вибрации или стороннего усилия.
Для упрощенной фиксации торца трубы. В декоративных и других целях, когда трубу следует зафиксировать, например, торцом к плоскости, применяют развальцовку и фиксацию шайбой.
В сложных конфигурациях. В тех случаях, если внутри трубы прокладывают электрические жгуты и необходимо прохождение через различные изгибы. Тогда всю трассу разбивают на отдельные элементы и стыкуют муфтами.
Инструменты для проведения работ
Развальцовку труб можно осуществить двумя способами: ручным и машинным. Первый применим для мягких металлов с небольшим диаметром. Второй – для больших диаметров сталей с возможным разогревом торца заготовки.
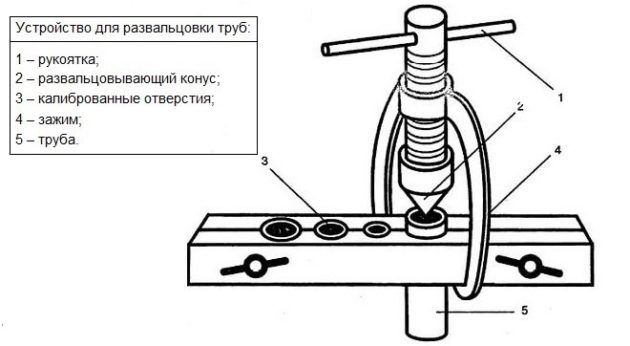
Стандартный ручной развальцовывающий станок состоит из:
- Рукояти и направляющего стержня. С их помощью осуществляется поступательно – вращательное движение конуса для развальцовки.
- Направляющего зажима. Удерживает стержень напротив заготовки.
- Конуса развальцовывающего. Непосредственно воздействует на торец трубы, формируя юбку.
- Станины тисочного типа. Она имеет калиброванные отверстия под разный диаметр трубок.
Ручное приспособление для двойной развальцовки труб. Механизм может производить несколько операций с торцом трубы, делать одинарную воронку, «грибок», двойную воронку.

Экспандер для увеличения диаметра торца трубы. Представляет собой ручной рычажный инструмент. Его рабочим органом является специальная головка, которая имеет возможность расширяться при воздействии на рычаг. С помощью этого устройства также можно делать развальцовку, но юбка будет не конусной. В обработанный таким образом край трубы можно вставить другую трубу и дальше применить пайку либо сварку.

Молоток с головкой из латуни плюс вальцовочный инструмент, изготовленный из твердой стали. Комплект предназначен для создания раструбов с углом в 45 градусов, но с помощью него сложно идеально развальцевать трубу.

Профессиональная установка для развальцовки снабжена электрическим приводом. Основной элемент устройства – головка конусовидной формы. Рабочая деталь, вращаясь, прокатывается по внутренней плоскости торца трубы. Таким образом, торец постепенно раскрывается, образуя юбку.

Получения конического раструба
Для понимания технологии процесса можно взять пример развальцовки трубок из меди. Порядок проведения работ следующий:
- Трубу тщательно торцуют. Для качественной развальцовки угол между торцом и плоскостью должен быть строго 90 градусов.
- Обработка металла рабочей части заключается в зачистке и удалении заусениц и окислов.
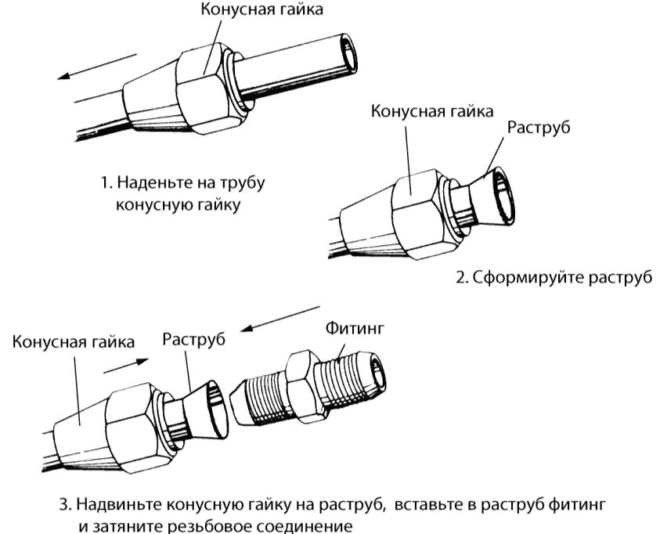
- На трубку надевают резьбовую муфту.
- Заготовку зажимают в станине в посадочном отверстии соответствующего диаметра. Конец трубы (рабочая часть) на несколько миллиметров должен выступать над станиной.
- Завинчивая винт, упирают развальцовывающий конус в торец и производят давление до тех пор, пока деформация участка не достигнет предела – будет образована юбка, скошенная под углом в 45 градусов.
- Вынимают заготовку из станины, муфту перемещают к обработанному краю.
Чтобы легче воздействовать конусом на заготовку, рабочую поверхность лучше покрыть смазочным материалом. Винт перемещать вперед- назад, постепенно достигая нужного результата – это поможет избежать возможного разрыва металла в районе деформации.
Работа ручным экспандером имеет свой алгоритм действий:

- Торец заготовки насаживают на подходящий диаметр головки до упора (диаметров в наличии несколько).
- Удерживая стационарную рукоять, подвижную перемещают по окружности, тем самым разводя губки головки. Работу проводят без насилия, чтобы не разорвать трубу.
- После получения расширения диаметра снимают заготовку с инструмента.
- Проверяют легкость вхождения второй трубы в полученный раструб.
Изготовление самодельного вальцовочного инструмента
Не всегда нужно приобретать заводской станок для развальцовки труб, тем более, если операция единичная. В этом случае можно воспользоваться обычным конусом и молотком, но для большей точности результата работы лучше изготовить простой самодельный инструмент. Основные части приспособления:
- Станина. ЕЕ изготавливают из стального уголка длинной 200 мм, шириной полки в 32 мм и толщиной стенки – 5 мм.
- Болты М8 два штуки. С помощью них стягивают станину.
- Тиски. В них зажимают станину.
- Конусные оправки (развальцовывающий конус). Заказывают у токаря, либо самостоятельно вытачивают из стальной болванки.
Инструмент для проведения работ:
- Электрический наждак;
- Дрель;
- Болгарка с обрезным кругом по металлу.



Порядок работ:
- Заготовку из стального уголка разрезают на два отрезка длиной по 100 мм.
- Соединяют заготовки (чтобы в торце получилась буква «Т») и зажимают в тисках.
- Просверливают два отверстия в уголках под болт М8.
- Стягивают заготовки между собой болтами.
- Просверливают отверстия под разные диаметры медных трубочек (диаметром не более 8 мм) по линии соприкосновения двух уголков.
- В каждом отверстии выбирают небольшие фаски.
Полученный инструмент готов к работе, его применяют так же, как и заводской.
Заключение
Описанные в статье материалы не исчерпывают знаний в области работы с трубами и правильной организации соединений. Но все же некоторые освещенные практические моменты помогут избежать сложностей, используя метод развальцовки.
