Преимущества метода дорнования отверстий металлических деталей
При эксплуатации металлических механизмов, внешняя поверхность деталей испытывает значительные нагрузки. Воздействие различных сил принимает на себя верхний слой, в это время внутреннее покрытие практически не подвержено негативным влияниям. Наружный слой является защитным барьером от износа изделия, коррозии металлической поверхности. Для улучшения износостойкости и надежности детали применяют процесс дорнования отверстий металлических частей.
Что такое дорнование?
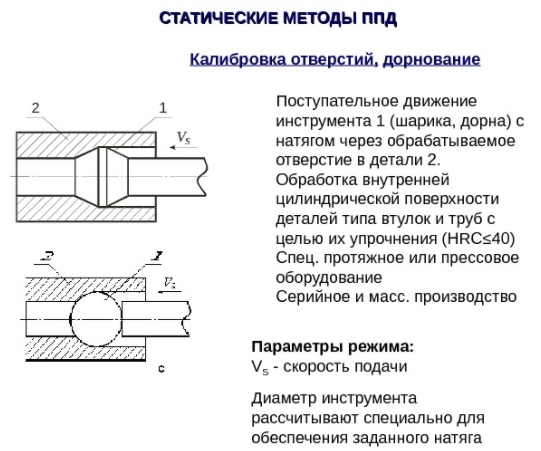
Дорнование – инновационный вид эффективного обрабатывания отверстий металлических частей локальным холодным деформированием. Дорнирование позволяет улучшить надежность изделия, увеличить срок его эксплуатации, повысить антикоррозионные свойства металла и позволяет улучшить стойкость материала к стиранию.
Виды дорнования
При обработке металла применяют два вида дорнования:
- объемная обработка металла;
- поверхностное дорнование.
Объемная обработка металла. Данный вид обработки подходит для отверстий большой протяженности. Это могут быть длинные участки труб и предметы в форме гильзы. Объемное дорнование вытеснило на второй план менее эффективную черновую расточку заготовки. После пропуска дорна можно увидеть, что деталь сохраняет прежнюю прямолинейность, а точность металлообработки соответствует показателю 11 единиц.
Поверхностное дорнование. При таком воздействии степень шероховатости и точность обработки значительно меньше, чем в первом. Поверхностное дорнование отверстий представляет собой альтернативу шлифованию, развертыванию, выглаживанию. После проведения дорнования внутренняя поверхность металла покрывается прочным слоем.

Оба вида позволяют обрабатывать внутренние стенки изделия без удаления стружки.
В зависимости от технологического процесса дорнирование подразделяется на свободное и несвободное. Свободное обрабатывание выполняется для труб со средней толщиной стенок, значение которых не превышает 200 мм. Преимущественно это бесшовная и электросварная труба.
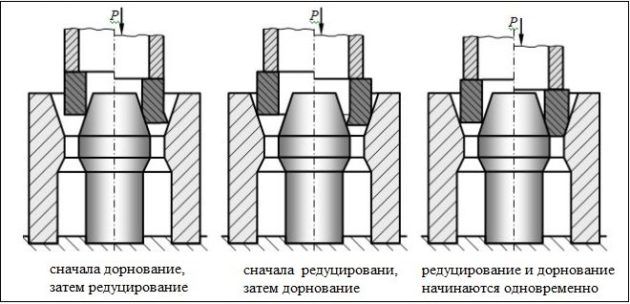
Несвободное дорнирование применяют для тонкостенных труб. По окончании операции на обработанных изделиях отсутствует искривление оси и наличие некачественно выглаженных участков металла. В продольном направлении труба остается устойчивой к нагрузкам. Процедура дорнования отверстий выполняется в жестком закреплении. Нередки случаи дополнительного применения холодного редуцирования с сужением сечения отверстия.

Параметры дорнования
Процесс деформации заготовки сопровождается следующими показателями:
- обычным и относительным натягом;
- скоростью протекания процесса деформирования;
- силой, с которой выполняется деформация;
- относительной деформацией.
Натяг – основной показатель дорнования обрабатываемого отверстия. Его определяют разницей между диаметром отверстия детали и величиной поперечного сечения применяемого инструмента. Если значение параметра слишком большое, то дальнейшее обрабатывание изделия будет нецелесообразным. Покрытие может получиться с недостаточной степенью шероховатости.
При выборе натяга учитывают прочность и пластичность рабочей заготовки. Значение относительного натяга дорнования получают методом деления размера отверстия на обычный натяг.
Чтобы результат обработки изделия получился нормальным, допуск на размер отверстия детали сравнивают с величиной натяга. Половина от этой величины должна превышать значение допуска на размер отверстия.
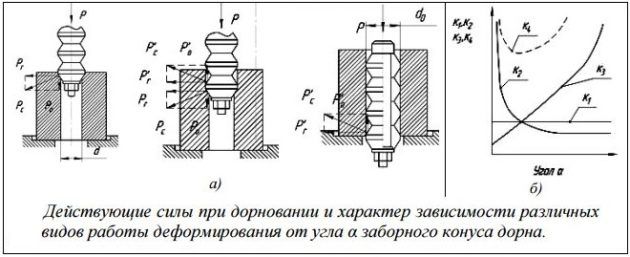
Силой дорнирования является то усилие, которое создает дорн при воздействии на стенки трубы или гильзы в направлениях как радиальном, так и осевом. При давлении дорна в радиальном направлении на отверстие, площадь поперечного сечения трубы будет увеличиваться. Если инструмент оказывает усилие в направлении оси – удаляются мелкие шероховатости и неровности на внутренней стенке трубы.
Относительная деформация показывает изменение по результатам дорнования наружного диаметра обрабатываемой заготовки. Данный показатель измеряется в процентах.
Схемы выполнения дорнования
Различают следующие схемы металлообработки заготовок дорнированием:
- при помощи растяжения;
- способ сжатия;
- совместное применение растяжения и сжимания образца.
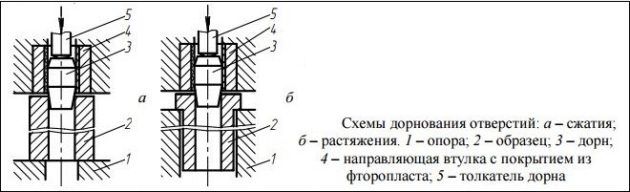
Важно подойти правильно к выбору схемы обработки заготовки. Схема определит значения осевого напряжения изделия.
Применение схемы на основе растяжения или сжимания на обрабатываемое изделие воздействует сила на определенном отрезке. Смешанная схема дорнования распределяет нагрузку по всей внутренней поверхности заготовки.
Объемное обрабатывание детали выполняется по другим схемам:
- пассивная;
- нейтральная;
- активная.
Перечисленные схемы дорнования оказывают влияние на значение осевого напряжения и требуют специальных механизмов – подвижных опор, позволяющих ограничивать укорачивание детали при воздействии на нее дорна. При увеличении значения натяга степень шероховатости внутренней поверхности заготовки будет уменьшаться. Данная методика предусматривает предварительную механическую обработку отверстия перед использованием дорна.

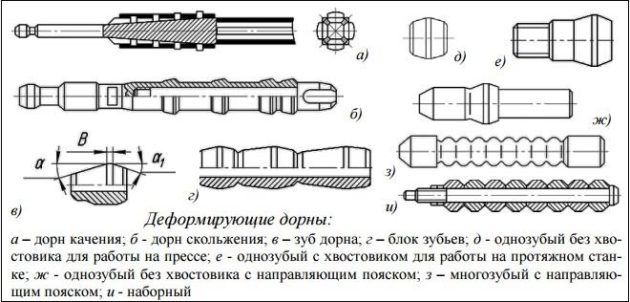
Дорны используют двух видов движение:
- покачивания;
- скольжения.
Инструмент движется внутри заготовки с заданным показателем натяжения, используя смазку. Чтобы улучшить результат обработки и уменьшить усилие дорнования, смазочный материал подают внутрь отверстия навстречу движения дорну путем распыления.
Приспособление для выполнения виброобработки металлических изделий состоит из:
- дорна;
- вибрационного суппорта, который позволяет закреплять на нем образец;
- гидропривода;
- поршня.
С помощью устройства эффективно обрабатывают внутренние стенки втулок, гильз и цилиндров.
Особенности пластического деформирования и калибровки
Существует метод воздействия на изделие путем пластического деформирования, когда дорн вдавливается в изделие. Еще один популярный способ – калибровка внутренней поверхности труб при помощи нагревания изделия внешним источником на участке воздействия дорна. Однако данный метод не упрощает, а осложняет процесс, не дает гарантии соблюдения точности размера изделия по окончании обработки. Технические параметры наружной поверхности детали могут быть нарушены.
Метод ударных импульсов
Широко применяется способ, при котором поступление осевой вибрации на изделие осуществляется при помощи ударных импульсов. Данный метод снижает усилия дорнования и повышает точность размеров отверстия, импульсы делают продвижение инструмента внутри детали более легким, особенно в трубах большой длины.
Суть метода заключается в том, что процесс обработки изделия происходит при нанесении на внутренние стенки трубы смазочного материала:

- заготовка циклически перемещается пульсирующими движениями;
- при использовании ударных импульсов смазка подается не постоянно, а небольшими порциями;
- одновременно в противоположное направление движения дорна действует дополнительная сила в тот момент, когда слой смазки на локальном отрезке обрабатываемой детали уменьшается.
Если заранее нанести смазку на стенки изделия, то перемещающийся инструмент будет вытеснять смазочный материал и произойдет трение контактных поверхностей в сухую. Это приведет к появлению ненужных наростов на инструменте и царапин, что существенно снизит качественные характеристики заготовки после обработки.
Стоит отметить, что предлагаемый способ дорнирования отверстия значительно улучшает качество внутренней поверхности заготовки и снижает возможность деформации образца за счет подачи смазочной жидкости на контактирующие элементы. В результате на поверхности создается защитная пленка, которая обеспечивает прочность и надежность детали.
Чем смазывать обрабатываемы детали

В качестве смазочной жидкости используют веретенное масло с добавлением олеиновой кислоты. Состав имеет хорошие эксплуатационные характеристики, такие как текучесть и проникающая способность, необходимые для контактирующих поверхностей. Олеиновая кислота является разновидностью поверхностно-активных веществ и при воздействии на металлическое покрытие, снижает твердость металла, силу трения, возникающую при контакте дорна и поверхности отверстия.
Температура нагрева контактирующих тел уменьшается, в результате обрабатываемая покрытие получается менее шероховатым и на кромке деформирующего дорна не остается никаких наростов.
Количество кислоты в составе смазочного средства не должно превышать 10 процентов. Прекрасные качественные характеристики достигаются именно при такой концентрации. Превышение этого показателя будет нецелесообразно и не даст лучшего эффекта.
Метод дорнования с помощью ударных импульсов является наиболее совершенным и распространенным, по сравнению с другими схемами деформации внутренней поверхности детали.
