Процесс горячей объемной штамповки
Объемной штамповкой называется процесс обработки металлов при помощи давления в разных плоскостях. Первоначальные размеры и форма материала деформируются, что позволяет придать заготовке нужную конфигурацию согласно чертежу. Для изменения геометрических параметров металлической заготовки в нескольких плоскостях, требуется ее нагрев. Такая технологическая операция называется горячая объемная штамповка (ГОШ).
Технологический процесс
Сущность процесса горячей штамповки металла состоит в следующем: на нагретую до необходимой температуры заготовку воздействуют приложением максимальной силы. Проводится он при помощи специального инструмента – штампа.

Штамп представляет собой массивную толстостенную деталь. При каждом переходе формообразование заготовки осуществляется рабочей замкнутой полостью штампа – ручьем (гравюрой). Имеющиеся в определенных зонах штампа выступы и полости могут ограничивать течение нагретого металла.
Изготовление деталей методом горячей штамповки выполняется на металлических заготовках разного профиля:
- круглого;
- квадратного;
- периодического;
- либо могут использоваться металлические прутки.
Сначала части прутка задаются геометрические параметры, формируется поковка с последующим ее отделением.Чаще всего для горячей штамповки используется вариант нарезки заготовок. Выполняется он из металлического прутка.

Преимуществом технологии обработки металла путем горячей штамповки является уменьшение его отходов, повышение производительности труда, изготовление изделий сложной конфигурации. Изделия, которые получили методом ГОШ, легко отличить по высокой точности размеров и качеству поверхности.
Проектирование технологического процесса горячей штамповки определяется следующей последовательностью:
- выбирается метод изготовления изделия (на штампах с закрытым или открытым ручьем);
- разрабатывается детальный чертеж;
- устанавливается количество переходов от заготовки до готового изделия;
- разрабатывается индивидуальный чертеж каждого перехода;
- формируются штампы для каждого этапа производства в соответствии с требуемой мощностью;
- выбирается способ нагрева и его режим для металлической заготовки;
- определяется перечень конечных манипуляций поковки исходя из требуемого качества готового изделия.
Финишным этапом является расчет технико-экономических показателей технологического процесса.
Преимущества и недостатки процесса
Горячая штамповка имеет некоторые преимущества и недостатки относительно ковки.
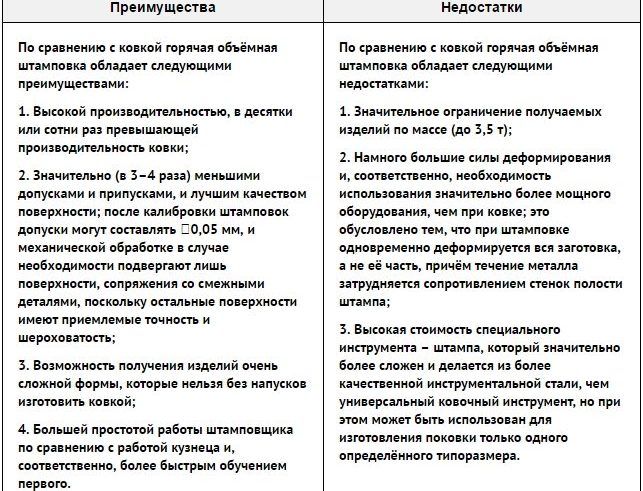
Преимущества ГОШ:
- высокая производительность превышает ковку в сотни раз;
- выпуск готовых изделий сложной конфигурации;
- относительная простота работы специалиста и его более быстрое обучение необходимым навыкам;
- меньшее количество допусков и припусков, так как механической обработке подвергаются лишь соприкасающиеся поверхности деталей, а остальные поверхности имеют удовлетворительные геометрические параметры и шероховатость. После калибровки допуски составляют всего 0,05 мм.
Недостатками являются:
- масса готового изделия не превышает 3,5 тонны;
- высокая стоимость специального инструмента штампа в отличие от ковочного инструмента. Штамп производят на основе высококачественной стали, используется исключительно для определенного размера поковки;
- необходимость использования более мощного оборудования в связи с деформацией всей заготовки, а не ее части, что требует увеличения силы воздействия. А также стенки полости штампа испытывают давление при течении металла, что сказывается на его износостойкости.
Нюансы технологии
Технология обработки металла методом горячей штамповки осуществляется в зависимости от геометрических параметров, используемого оборудования, материала изготавливаемого изделия.

Методом ГОШ изготавливаются удлиненные и дисковые типы деталей. Удлиненные детали – это рычаги, шатуны. Для изготовления таких деталей применяется штамповочный пресс.
Исходная заготовка подлежит операции протягивания и обрабатывается плашмя. Итогом производства удлиненных деталей является фасонирование при помощи ковки.
Дисковые детали – это детали квадратной или круглой формы, имеющие небольшую длину: ступицы, шестерни, фланцы, крышки.
Дисковые детали изготавливают путем технологии осадки в торец заготовки. Для их использования применяются штамповочные переходы.
Штамповочные ручьи
Поковки простой конфигурации штампуют из проката стали нужной формы – круг, прямоугольник, квадрат. Когда поковка имеет сложную форму, исходную заготовку изготавливают максимально на нее похожую производством штамповки или свободной ковки. Для таких многоуровневых операций, как правило, применяют многоручьевые штампы для последовательной деформации заготовки (фасонирования).
Технология штамповки часто происходит в несколько переходов.
Для этого требуется использование основных видов ручьев:
- штамповочные;
- заготовительные;
- отрубной ручей (нож).
Нож применим в случае последовательной штамповки ряда поковок от прутка. Готовую поковку нужно отрезать от прутка на отрубном ноже.
При горячей штамповке изделий из стали используют штамповочные ручьи.
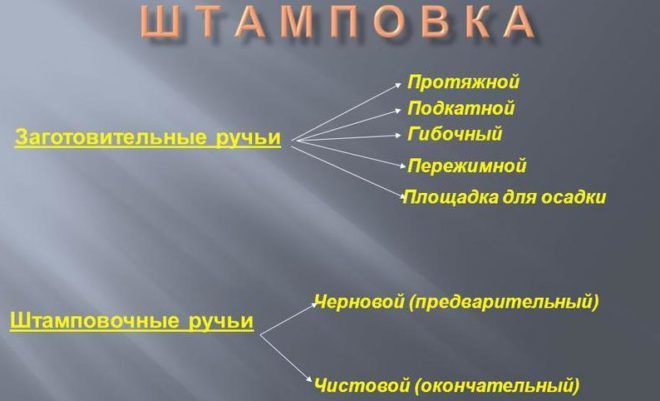
Они подразделяются на несколько типов:
- протяжные;
- пережимные;
- заготовительные;
- гибочные;
- подкатные.
Протяжные удлиняют определенный участок заготовки.
Пережимные используют, чтобы увеличить ширину определенного участка заготовки и уменьшить его высоту.
Заготовительные штамповочные ручьи позволяют перераспределить металл заготовке таким образом, чтобы изготовленное изделие принято форму с минимальным отходом материала.
В гибочных ручьях из заготовки со смещенной осью происходит формирование поковка с углом изгиба 90°.
Целью подкатных штамповочных ручьев является равномерное распределение металла по оси заготовки, увеличивая диаметр определенных ее участков.
Штамповочные ручьи также делятся на черновые и чистовые изделия.
К черновым ручьям относятся заготовки, форма которых наиболее близка к конфигурации поковки. Черновой ручей имеет большую глубину и увеличенные уклоны и радиусы скругления относительно чистового изделия.
Это необходимо для того, чтобы черновая заготовка поместилась в чистовую гравюру. Если выполняется штамповка, этот этап следует пропускать.
В чистовых ручьях изделие получает форму, напоминающую конус. Размер детали в чистовом ручье больше на величину усадки при остывании металла. Чистовой ручей размещается в центральной части штампа из-за больших усилий, оказываемых на заготовку.
Схемы штамповки
Перед процессом штамповки требуется предварительный равномерный нагрев заготовок по всему объему до требуемой температуры. При этом окалинообразование заготовки обязано сводиться к минимуму. Для нагрева заготовок используются электроконтактные, индукционные установки, газовые печи. В современном производстве распространены 2 схемы выполнения горячей штамповки:
- Закрытая штамповка деталей производится в штампе с минимальным зазором между подвижной и неподвижной частями. Подобный технологический процесс выполняется на прессах, имеющих выступ на одной поверхности и полностью на другой либо на молотах. При этой конфигурации штампа выступ на одной половине погружается в первую, запирая ее. Такой тип штампов необходим для точного совпадения конфигурации поковки и готового изделия. Штамповка в закрытых штампах называется безоблойной. Штампы закрытого типа могут иметь несколько плоскостей разъема, которые расположены относительно друг друга под углом в 90 градусов. Многоразъемный штамп состоит из нескольких частей, в каждую из которых включена часть общей гравюры.
- Во время открытой штамповки образуется облоя. Она обладает специальным зазором, называемым облойной канавкой. Он находится между подвижной и неподвижной частями штампа, используется для удаления излишков металла. Сами частицы металла образуются при деформации заготовки.

Например, для изготовления детали цилиндрической формы у штампа имеется гравюра лишь в одной половине, вторая же выполняется плоской. Для идеального процесса необходимо, чтобы объем заготовки равнялся объему полости ручья. Однако, невозможно добиться такого соотношения, поэтому заготовку изготавливают немного большего объема, тем самым добиваются заполнения всей полости гравюры.
Рекомендации мастеров
При подаче давления на заготовку излишний металл вытесняется в разъем штампа в виде облоя (заусенца). Облой препятствует выходу металла из полости штампа, тем самым заставляя его, заполнить весь объем полости ручья.
При конечной деформации излишки металла выжимаются в заусенец. Таким образом, не предъявляются высокие требования к заготовкам по массе. На конечной стадии процесса заусенец подлежит удалению, поскольку считается отходом. Штампы открытого типа используются для поковок любого типа.
Преимущества закрытой штамповки заключаются в отсутствии облоя, но в результате уменьшается расход металла, готовые изделия имеют более однородную внутреннюю структуру и наименьшую шероховатость наружной поверхности.
В производстве деталей из малопластичных металлов, обработку которых производят при воздействии всестороннего сжатия, этот момент имеет значение.
При горячей штамповке металла штамп подвергается высоким нагрузкам – тепловым и механическим. Срок эксплуатации штампов в этом случае недолог – от 3 до 10 тыс. штук поковок.
Поэтому метод горячей штамповки экономически выгоден исключительно в массовом или серийном производстве больших партий деталей, так как штамп – инструмент довольно дорогой. Он пригоден исключительно для изготовления той поковки, для которой специально спроектирован. Это его существенное отличие от универсального инструмента свободной ковки.
Оборудование, используемое для горячей объемной штамповки
Для обработки металлических деталей методом горячей объемной штамповки используется специальное оборудование:
- молотовые штампы;
- горячештамповочные кривошипные прессы;
- горизонтально-ковочные машины.
Наиболее распространенными являются паровоздушные молоты двойного действия и приводные фрикционные молоты простого действия. Суть их работы заключается в ударном характере деформирующего воздействия на заготовку.
Качественное перераспределение металла достигается при одновременном регулировании хода подвижных деталей и силы удара совместно с кантованием заготовки. Молоты – относительно недорогое оборудование.
В процессе ГОШ чаще всего применяются кривошипные горячештамповочные прессы.

К отличительным чертам конструкции штамповочного пресса необходимо будет отнести жесткий привод, который не позволяет менять направление ползуна, отсутствие ударных нагрузок.
Полученные на прессах поковки имеют более высокую точность за счет жесткого хода, особенно по высоте. Это снижает появление припусков на механическую обработку (основное преимущество пресса перед молотом).
Однако, есть и недостатки. При отсутствии предварительной очистки заготовки от окалины, она вжимается в тело поковки. При контакте нагретого металла со стенками пресса происходит остывание заготовки в связи с большим количеством времени, затраченного на процесс деформации.
Особенности ГКМ
Горизонтально-ковочная машина (ГКМ) имеет штампы, состоящие из разъемной гравюры. Гравюра имеет три части: неподвижную, подвижную (зажимную) и пуансон с разъемом в перпендикулярных относительно друг друга плоскостях.

Металлическую арматуру круглого или квадратного сечения вставляют в неподвижную матрицу, подвижная матрица прижимает ее, после чего пуансон деформирует заготовку, вдавливая в формообразующую полость.
После процедуры деформирования матрицы разжимаются, заготовку нужной формы вытаскивают либо она выпадает самостоятельно. Конечный результат достигается за несколько переходов в разных ручьях. В связи с тем, что штамп имеет три рабочие части, уклоны и напуски на поковки минимальны или отсутствуют вовсе. ГКМ отличаются малой универсальностью и дороговизной.
Горячая объемная штамповка нашла свое применение в таких отраслях промышленности, как машиностроение, а также в иных производствах, где требуется создание сложных по конфигурации деталей из стали, цветных металлов и их сплавов.
