Особенности легирования стали
Легировать сталь научились ещё в XIX веке – учёный Мюшетт изобрёл состав стали, содержащий 1,85% углерода, 9% вольфрама и 2,5% марганца, она использовалась для получения резцов, применяемых в металлорежущих станках.
Сталь для массового производства появилась благодаря разработкам английского металлурга Роберта Гадфильда. Легирование стали позволило получить состав: 1,0–1,5% углерода и 12–14% марганца, она отличалась повышенной износостойкостью и хорошим качеством литья. Эта марка практически без изменений сохранилась до наших дней.
Легированная сталь обладает большей прочностью, коррозионной стойкостью и пластичностью.
Виды легированных сталей
Стали имеют определённую классификацию в зависимости от структуры и области применения.
По структуре делятся на классы:
- мартенситный (основная структура металла);
- мартенситно-ферритный (структура содержит мартенсит + 10% феррита);
- ферритный;
- аустенитно-мартенситный (стали с комбинированной структурой аустенита и мартенсита, количество которых можно менять в больших пределах);
- аустенитно-ферритный (структура: аустенит с содержанием феррита более 10%);
- аустенитный (устойчивая структура аустенита).
По процентному соотношению легирующих добавок сталь подразделяют на:
- низколегированную – 5–10%;
- среднелегированную – 10%;
- высоколегированную – более 10%.
Дополнительная классификация
Легированные конструкционные сплавы подходят для изготовления деталей машин и механизмов в машиностроительной отрасли – производят крупногабаритные детали, которые закаляют и подвергают высокому отпуску. Большая часть легирующих добавок в стали повышают прокаливаемость. Внедрение добавок должно быть достаточным, но не чрезмерным. Большая степень легирования может вызвать:
- снижение пластических свойств;
- развитие отпускной хрупкости;
- снижение порога хладноломкости.
Исключение – никель, он смещает порог хладноломкости в область низких температур, поэтому для машин, работающих в условиях Севера, механизмы изготавливают из никельсодержащих сталей. Пружинная легированная сталь содержит 0,5–0,7% углерода, а в качестве добавок вводят хром, молибден и вольфрам. Такой состав должен обеспечивать высокое сопротивление малым пластическим деформациям и высокой усталостной стойкости.
Шарикоподшипниковые – относят к заэвтектоидным – углерод около 1% с дополнительным легированием металла хромом (1,3–1,65%). В теплостойких подшипниках хром увеличивают до 5%. К подшипниковым – предъявляют особые требования по металлургической чистоте. Применение рафинирующих переплавов, вакуумные способы переплавки, обработка синтетическими шлаками позволяют уменьшить долю и размер неметаллических включений, тем самым повышают сопротивление контактной усталости.
Инструментальные виды

Легированная инструментальная сталь предназначается для производства металлорежущего инструмента, эксплуатируемого при режимах с высокой скоростью резания и для изготовления штампового инструмента.
Быстрорежущие стали способны сохранять высокую твёрдость и износостойкость режущей кромки инструмента. В такую сталь добавляют молибден, ванадий, вольфрам, хром и кобальт.
Штамповые стали для холодной деформации с содержанием 1,0–2,0% углерода обладают износостойкостью и ударной вязкостью. Их легируют хромом до 12%, ванадием, вольфрамом, молибденом.
Штамповые стали для горячей деформации содержат углерод в пределах 0,3–0,5%, обладают высокой теплостойкостью, ударной вязкостью, сопротивлением термической усталости. В качестве добавок вводят вольфрам, молибден, ванадий.
Основные цели легирования
Слово «легирование» происходит от немецкого «legieren» (связывать, соединять). Положительное воздействие легирующих компонентов на свойства стали связано с обеспечиванием протекания двух физико-химических процессов.
Процесс №1
Образование термодинамических устойчивых растворов замещения, сопровождающееся замещением части атомов (ионов) железа в его кристаллической решётке (ионами) легирующего элемента. Это ведёт к искажению кристаллической решётки железа, поскольку радиусы ионов (катионов) легирующих элементов отличаются от радиуса катионов железа, что повышает твёрдость и прочность железа с сохранением его пластичности.
Процесс №2
Возникновение прочных и практически нерастворимых в жидком железе химических соединений между введёнными в расплавленный металл легирующими добавками и растворёнными в нём неметаллами (кислород, азот, сера, углерод и др.).
Результатами образования таких соединений являются:
- снижение остаточного содержания в расплавленном металле растворенных неметаллов, ухудшающих его качество;
- уменьшение общего объёма вредных примесей (растворённых и в виде неметаллических включений) в стали.
А также происходит выделение (выпадение) из жидкого металла таких мелких неметаллических включений, которые служат центрами кристаллизации и приводят к получению мелкозернистой первичной и вторичной структуры стали. Благодаря этому она имеет лучшую пластичность, малую анизотропность свойств после прокатки и т. д. Выделяющиеся во время кристаллизации мелкие неметаллические включения обладают склонностью скапливаться на поверхности растущих кристаллов, понижая скорость роста граней, а это, в свою очередь, уменьшает зернистость стали.
Процесс легирования
Основным способом легировать сталь является метод объёмного металлургического легирования. Заключается в сплавлении основного элемента с легирующими в печах разного вида (индукционные, вакуумно-дуговые, тигельные, конвертеры, дуговые, плазменные, и др.). При этом способе возможна существенная потеря активных веществ (марганца, хрома, молибдена, и др.).
Существуют также:
- механическое легирование;
- восстановление;
- электролиз;
- плазмохимическая реакция.
Механическое легирование выполняют в аттриторах – барабанах, в центре которых находится вал с кулачками. В них закладывают порошкообразные компоненты для получения нужного сплава. Во время вращения кулачки «ударяют» по смеси, и происходит «вбивание» легирующих добавок в основу.
При совместном восстановлении перемешивают оксиды элементов сплава с восстановителем, например, с гидридом кальция (СаН2) и производят нагрев. Идёт реакция восстановления оксидов до металлов, синхронно происходит процесс диффузии, выравнивающий состав сплава. Полученный оксид кальция (СаО) промывают водой, а сплав (в виде порошка) идёт в следующую обработку. Металлотермическое восстановление подразумевает использование металлов (магния, кальция, алюминия и др.) в качестве восстановителей.
С помощью поверхностного легирования поверхности изделия придают особые свойства. На верхний слой наносится определённый элемент или сплав в виде небольшого пласта, затем на неё воздействуют с помощью энергии (лазерного излучения, плазмы, тока высокой частоты др.) — поверхность оплавляется, и на ней формируется новый сплав.
Разница между легированием и примесями
Обычные легирующие добавки — это компоненты, которые вводят в металл в значительных количествах — более 0,10%. Они вызывают изменение кристаллической решётки железа, образуя растворы внедрения, повышают прочностные и других свойства железа (матрицы).
В качестве металлов для легирования используют: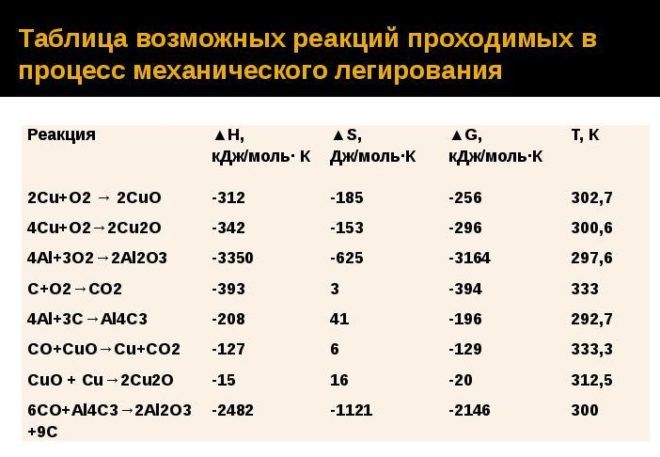
- хром Cr;
- марганец Mn;
- никель Ni;
- алюминий Al;
- молибден Mo;
- кобальт Co;
- титан Ti;
- цирконий Zr;
- медь Cu и другие.
Их внедряют в сталь в разных количествах и сочетаниях.
Примеси
Существует деление вредных примесей на обычные и остаточные. К обычным вредным примесям относят те, содержание которых в металле можно уменьшить во время плавки – это фосфор, сера, кислород, азот, углерод, т. е., неметаллы.
Под остаточными вредными примесями принято понимать такие, содержание которых невозможно снизить во время плавки ни при окислительном рафинировании, ни при обычном легировании. Это характерно для химических элементов, имеющих растворимость в жидком железе. В производственной практике обычно встречающимися вредными остаточными примесями являются:
- медь;
- никель;
- олово;
- сурьма;
- мышьяк.
Маркировка легированных сталей
В России и СНГ действует система обозначения марок, состоящая из букв и цифр.
Обозначения конструкционных легированных сплавов
Маркировка такой стали состоит из цифр и букв. Буквы – это основные легирующие добавки, цифры после каждой из букв показывают содержание обозначенного элемента, округлённого до целого числа (если содержание легирующего компонента – до 1,5%, то цифра за буквой не пишется). Содержание углерода в процентах, умноженное на 100, пишется в начале наименования стали.
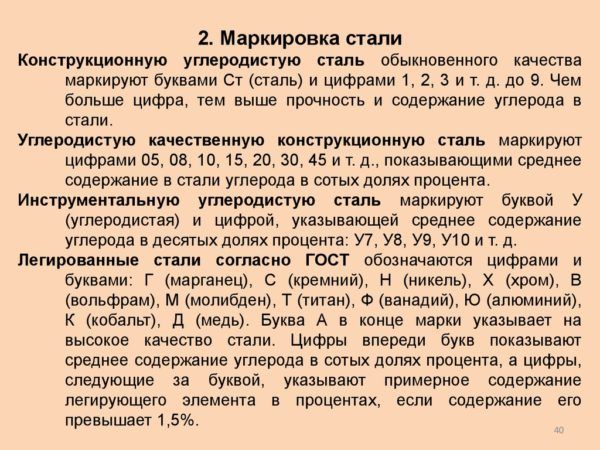
Маркировка основных легирующих компонентов:
| Элемент | Обозначение |
| Никель | Н |
| Кобальт | К |
| Молибден | М |
| Хром | Х |
| Марганец | Г |
| Бор | Р |
| Медь | Д |
| Цирконий | Ц |
| Фосфор | П |
| Кремний | С |
| Ниобий | Б |
| Вольфрам | В |
| Титан | Т |
| Азот | А (в середине наименования) |
| Ванадий | Ф |
| Алюминий | Ю |
| Редкоземельные металлы | Ч |
Если сталь с ограничением содержанием серы S и фосфора P <0,03% и является высококачественной, в конце маркировки указывают «А». Высококачественные стали, полученные электрошлаковым переплавом, имеют маркировку в конце наименования с буквой «Ш» через тире, например, 18ХГ-Ш.
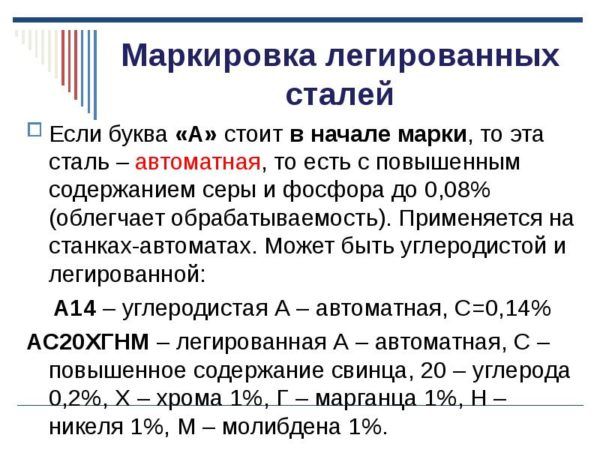
Обозначения автоматных
В начале названия указывается буква «А». Если в качестве легирующей добавки идёт свинец, то маркировка будет начинаться с «АС». Для отображения других элементов, действует тот же порядок, что и для конструкционных легированных сталей.
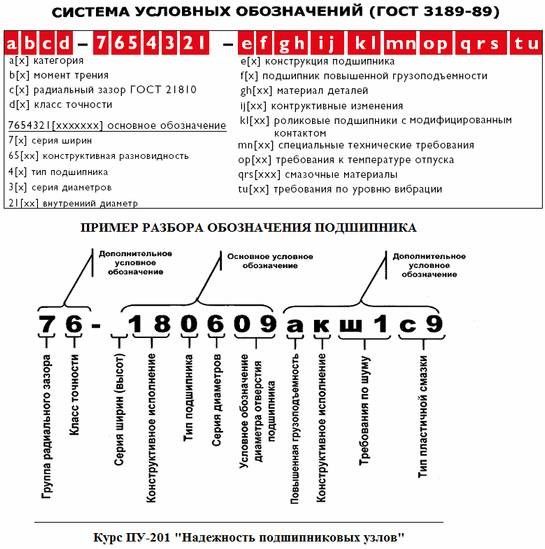
Маркировка подшипниковых
Маркировка у них, как у легированных, только с «Ш» в начале. У стали, полученной электрошлаковым переплавом, добавляют «Ш» в окончании названия через тире. Например, ШХ8-Ш.
Обозначения инструментальных легированных
Маркируются аналогично конструкционным легированным сталям. Процентное содержание углерода указывается в начале маркировки, но отличается тем, что умножается не на 100, а на 10. Если содержание углерода менее 1%, то цифру в начале названия марки стали не указывают.
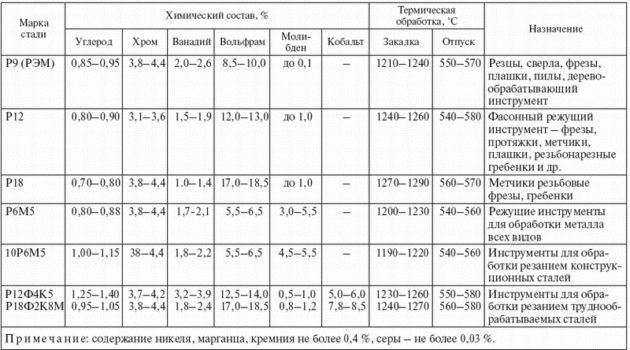
Маркировка быстрорежущих
Они маркируются в начале наименования буквой «Р» и цифрой, указывающей на содержание вольфрама в стали, затем следуют буквы и цифры других легирующих элементов.
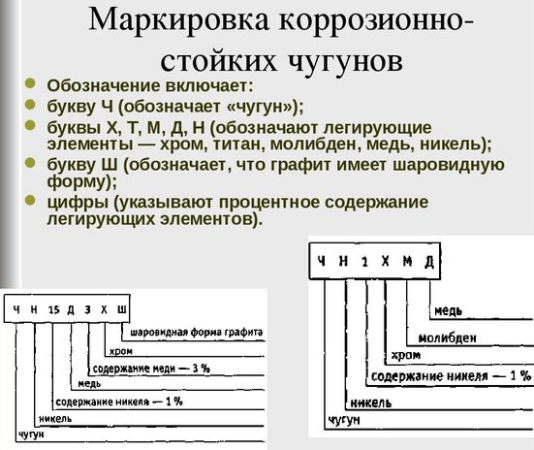
Маркировка коррозионно-стойких
Коррозионно-стойкие (нержавеющие), жаростойкие и жаропрочные имеют в обозначении цифры и записываются так же, как маркировка конструкционных легированных сталей. У литейных добавляется «Л».