Методы сварки алюминия в домашних условиях
При сварке алюминия в домашних условиях возникают большие сложности, нежели при соединении чёрных металлов. Обладая высокой тепло– и электропроводностью, алюминий и сплавы на его основе требуют соблюдения особых условий.
Особенности сварки алюминия
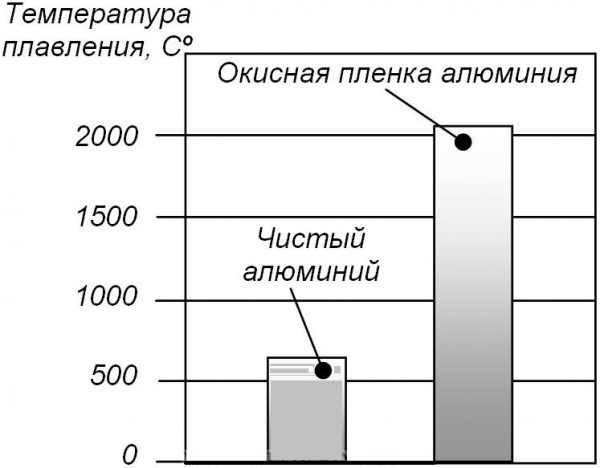
Основной сложностью при сварке алюминиевых деталей становится трёхкратная разница в температуре плавления металла – 6600 и защитной оксидной плёнки – 24000. Склонность к окислению расплава увеличивается.
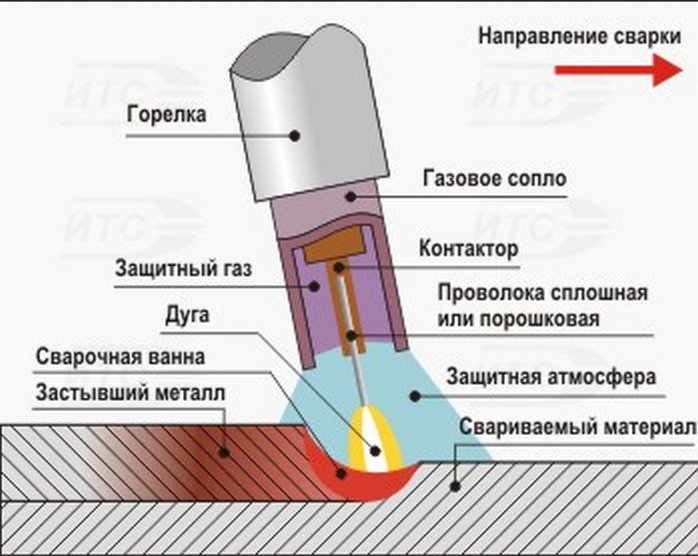
Сварочная ванна моментально покрывается слоем тугоплавких окислов под воздействием воздуха атмосферы. Для формирования равномерного сварочного шва возникает необходимость изолировать химически активные составляющие окружающей газовой среды.
Нейтральные газы призваны создавать защитную оболочку непосредственно над местом сварки. Аргон, гелий и CO2 применяются чаще других в качестве защитных газов. Текучесть расплава алюминия создаёт нестабильность сварочной ванны, провоцирует растекание жидкой фракции. Противодействуют процессу расплескивания и растекания теплоотводы из теплоёмких металлов.
Проблемы прочности сварного соединения:
- Усложняет процесс содержание растворённого водорода: шов изобилует в этом случае порами, трещинами кристаллизации;
- Кремний, входящий в состав сплавов, также становится причиной растрескивания шва при остывании;
- Деформации вследствие усадки вызываются высоким линейным расширением при нагревании;
- Причиной деформаций становится теплопроводность, требующая применение тока силой до 1,5 раз выше, чем при сварке стали;
- Неуверенность в определении марки сплава.
Сплавы алюминия, свариваемость
Алюминиевый прокат насыщен добавками, определяющими требуемые свойства и качества. Прочность, стойкость либо способность к деформации, литьевые характеристики могут оказать негативное влияние на качество сварного шва.
Свариваемость сплавов:
- АМц (Al+Mn) – хорошая, без возникновения горячих трещин;
- АМг (Al+Mg) – без ограничений;
- Силумин (Al+Si) – ограничения по свариваемости;
- Дюралевые сплавы Д16 (Al+Cu) практически не варятся.
Качество сварки связано с точным определением марки материала.
Подготовка металла к сварке
Для надёжности следует взять на вооружение промышленные технологии. Поверхность металла вокруг свариваемой кромки на 100 мм обезжиривают ацетоном, уайт-спиритом либо растворителем РС-1.
Следующий этап – обезжиривание раствором каустической соды температурой 700 С. Промывка в проточной горячей, затем холодной воде. Сушка.
Поверхностная оксидная плёнка удаляется механическим путём металлическими щётками, шабером на ширине 30 мм. Зачистка завершается повторным обезжириванием.
Присадочную алюминиевую проволоку для сварки подвергают травлению каустиком, промывкам, окунают в серную кислоту, промывают. Последовательность операций снижает пористость, количество окисных включений швов.
Методика сварки алюминия в домашних условиях
Методы сварки алюминия на производстве и домашних условиях предлагают применение оборудования и средств защиты зоны сварки флюсами, инертными газами. Распространены методики, доступные домашним умельцам:
- Сварка в среде нейтральных газов вольфрамовым электродом;
- Полуавтоматическая сварка в защитной среде углекислого газа с непрерывной подачей проволоки;
- Сварка электродами в специальной обмазке.
Нейтрализация сопротивления оксидной плёнки сварке алюминия найдена путём изменения полярности постоянного тока. Катодное распыление разрушает тугоплавкое оксидное покрытие.
Сварка алюминия электродом со специальным покрытием
Ручная электродуговая сварка алюминия марок АД1, ФДО, ФЛ2, ФЛ4, АМг, АМц проводится покрытыми электродами с подогревом заготовок до температуры 250–3500 С. Проплавление достигается при умеренных токах.
Предпочтительный тип соединения — стыковой. Накладка внахлёст, тавровые соединения ведут к перегреву металла, короблению. Зазор не превышает 1 мм. Детали толщиной свыше 20 мм требуют разделки под углом 900.

Электроды прокаливают до 2000 С. Прихватки производят при подогреве газовой горелкой, с зачисткой шлаков и окислов. Стандартизированы на сварку алюминия электроды ОЗА-1 – для легкосвариваемых марок. ОЗА-2 – для кремнистых алюминиев.
Колебательные движения электродом поперёк сварочного шва не рекомендуются.
Прочностные характеристики шва — среднего уровня. Соединение пористое, товарный вид портит разбрызгивание металла. Отделение шлака затруднено. Лучшие результаты дают электроды Kobatek.
Назначение электродов универсально: свариваются литейные алюминиевые сплавы, силумин, алюминиево-магниевый и кремниевый прокат подваривают, наплавляют. Kobatek рекомендуется для ремонта блоков двигателей, картеров автомобилей.
Прерывание горения дуги до полного выгорания электрода приводит к ошлакованию кратера.
Удаление шлака проводят немедленно по завершении процесса. Поверхность промывается горячей водой, зачищается металлической щёткой.
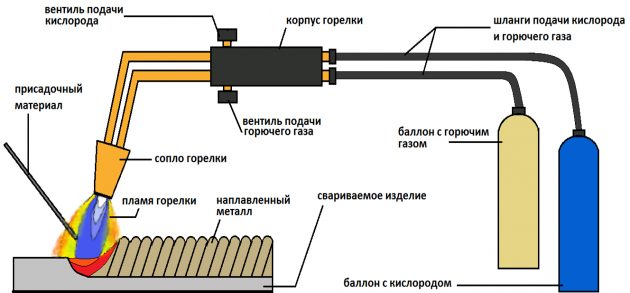
Сварка газовой горелкой
Неответственные соединения листового алюминия, наплавной ремонт отливок выполняют газовой горелкой. Состав газовоздушной смеси ориентируется на избыток ацетилена. Предохранение кромок от окисления выполняют пастообразные флюсы, присадки, горючая смесь.
Скорость процесса — низкая. Пористость шва — высокая. Но, в сравнении с электросваркой, метод соединения оказывается надёжнее по прочности соединения. Обильной промывкой горячей водой удаляются остатки флюса.
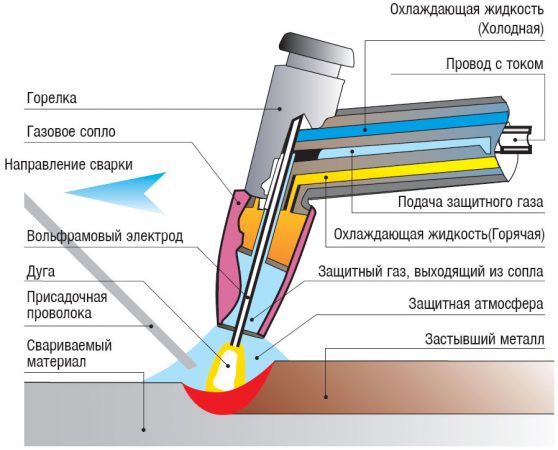
Сварка алюминия в среде защитных газов
Технологический уровень неразъёмного соединения алюминия в облаке газа-защитника на порядок выше. Прочность, надёжность, внешний вид шва не вызывают критики. Исключение трудоёмкой операции снятия шлака дополняет плюсы.
Расходный материал – вольфрамовые электроды, присадочные прутки из сплавов алюминия СвАМц, СвАМгІ, СвАМгЗ и другие Ø 1,5–5 мм. В качестве защитной среды применяют гелий, аргон, углекислый газ.
Продукты окисления алюминия не препятствуют процессу: оксидная плёнка разрушается под воздействием переменного тока. Подбор режима находится в зависимости от типа соединения и толщин деталей. Соотношение силы тока, диаметров присадочного прутка и электрода подбираются по таблице.
Правила сварки алюминия в защитной среде:
- Вольфрамовый электрод держат под углом до 800;
- Присадочный пруток относительно электрода – 900;
- Длина дуги — 1,5–2 мм;
- Последовательность движения: горелка следует за прутком;
- В качестве радиатора теплоотвода используется подкладка их меди либо стали;
- Подача газа предшествует зажиганию дуги.
Сварка алюминия с использованием присадочной проволоки и баллонов инертного газа не относится к скоростным, но соблюдение технологических установок делает этот вид самым качественным.

Полуавтоматическая сварка в среде углекислого газа
Профессиональные полуавтоматы и доработанные инверторные сварочные аппараты до полуавтоматического устройства применяются в домашних мастерских и малом бизнесе. Протяжённость шва, глубина разделки не становятся преградой. И одна рука свободна для коррекции положения деталей.
Импульсное полуавтоматическое оборудование применяется исключительно в заводских цехах из-за высокой стоимости. Оборудование гарантирует плотность соединения, глубину провара, полное отсутствие трещин, пор и деформации.
Условия выполнения полуавтоматической сварки алюминия в среде углекислого газа:
- Подключается постоянный ток обратной полярности;
- Количество роликов на подающем проволоку механизме увеличивается до 4;
- Подающий рукав укорачивается, оснащается тефлоновым трубчатым вкладышем для снижения сопротивления сил трения;
- Используются специальные наконечники с маркировкой AL либо стандартные, но с увеличением диаметра отверстия;
- Скорость подачи проволоки увеличивается на 30%.
