Правила постановки обозначений сварки на чертеже
Грамотное составление конструкторской документации в соответствии с правилами и требованиями стандартов необходимо для выполнения своей работы проектировщиками, конструкторами, инженерами и мастерами. Одной из составляющих документа является обозначение сварки на чертеже.
Что представляют собой сварочные стыки, их разновидности
Сварочные процессы относятся к технологическим операциям, в результате проведения которых образуются монолитные соединения. Сварной шов представляет собой зону, в которой происходит плавка и застывание материалов скрепляемых деталей.
Особенности устройства сварочных креплений оказывают влияние на физико-механическое характеристики конструкции и расход материала электрода.
При выполнении выпуклых швов практически во всех случаях необходима их дополнительная обработка в виде снятия неровности, которая производится механическим методом. Исходя из формы поверхности, различают сварочные швы и их дефекты.
Действующими стандартными определяется несколько видов стыков, для распознавания которых используются буквенные обозначения швов сварных соединений.

Стыковой вид
Для маркировки швов применяется буква “С”. С помощью такого метода производится сварка деталей, расположенных в одной плоскости, стыкованием смежных торцов. Эти типы относятся к наиболее прочным и долговечным, они нашли широкое применение при изготовлении конструкций из металла, относящихся к категории ответственных. Для выполнения крепления необходимо провести тщательную подготовку поверхности.
Торцевое крепление
И они обозначаются буквой “С”. Формирование этих соединений производится по торцам заготовок. Торцевой стык часто применяется для сварки изделий из тонкого металла. При помощи такого крепления обеспечивается надежная фиксация деталей.

Нахлесточный вид
Стыки маркируются литерой “Н”. При проведении сварочных работ с использованием таких приемов к качеству работы предъявляются менее строгие требования. Но прочностные характеристики и нагрузочная способность стыков гораздо хуже, чем у двух предыдущих вариантов. Для проведения крепления детали располагаются параллельно, со смещением относительно друг друга и частичным перекрытием.
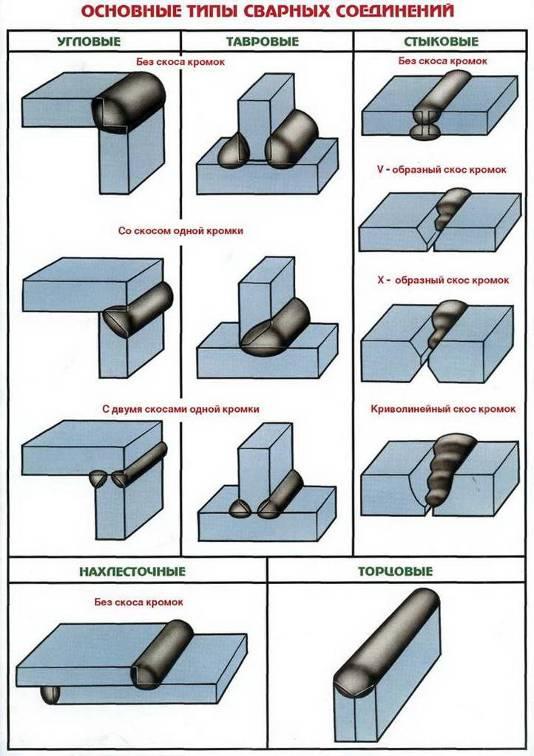
Тавровое крепление
Для обозначения швов сварных соединений используется буква “Т”. Стыковка при помощи таврового метода относится к категории наиболее долговечных и жестких, но она плохо переносит нагрузку на изгиб. Для проведения работ одна из деталей располагается в горизонтальной плоскости, а вторая – вертикально, и сваривается торцом.
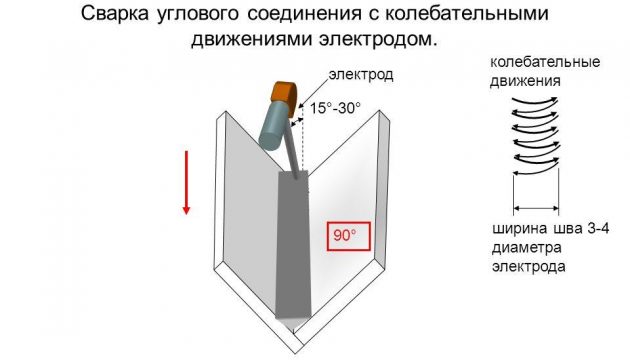
Угловой вид
Стыки обозначаются литерой “У”. Эти виды применяются реже остальных. Они надежны и долговечны. В зависимости от необходимости, детали располагаются относительно друг друга под разными углами.
Сварочные соединения всех типов могут выполняться односторонними, когда сварка производится только с одной стороны заготовки (обозначающимися “SS”), и двусторонними, маркирующимися “BS”. В последнем случае детали свариваются с двух сторон.
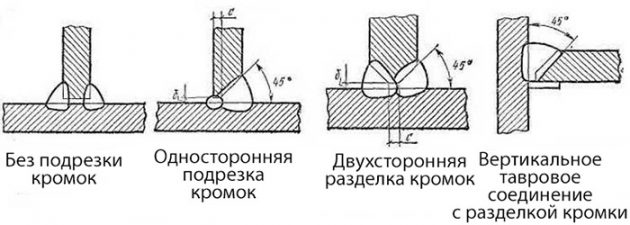
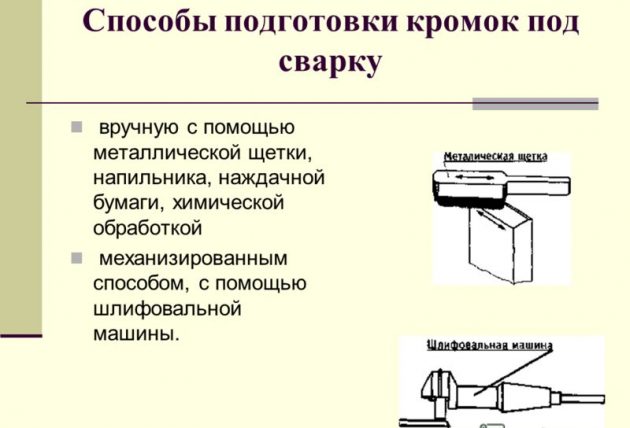
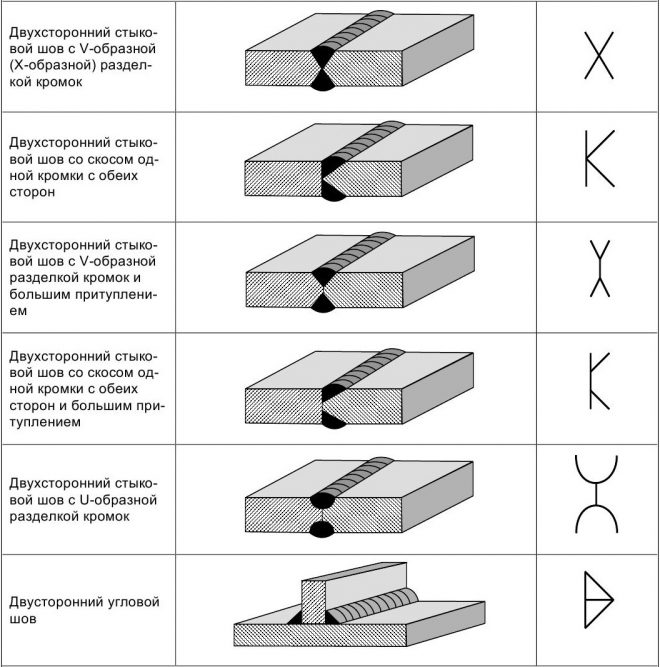
Обработка кромок
При проведении сварочных работ необходимо выполнить раздел кромок. Правильная их подгонка позволяет добиться:
- минимального расхода материалов;
- оптимального времени для сварки, выполняемой за один проход;
- прочности стыка, не уступающего по своим характеристикам основному металлу.
Применяется множество вариантов, различающихся углами, величиной зазора и т. д. Форма разделки выбирается в зависимости от способа сварки и толщины металлической заготовки. Чтобы качественно провести крепление, следует между кромками оставить зазор размером 4 мм.
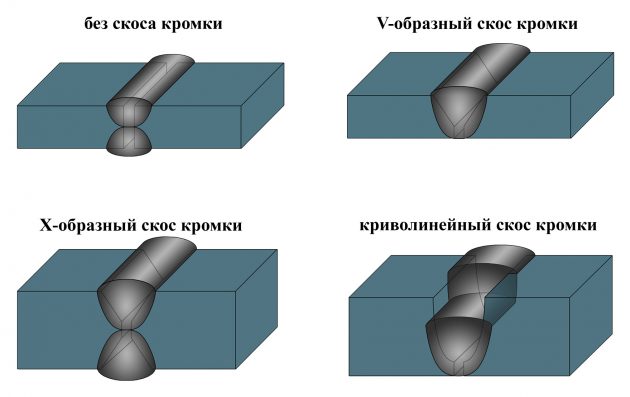
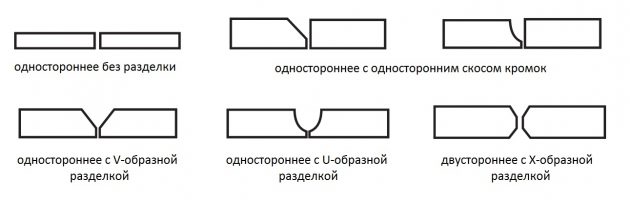
Разделка кромок может быть выполнена:
- Под прямым углом.
Такой вариант используется при проведении односторонней сварки металла толщиной не более 3 мм, двустороннего крепления металла, имеющего толщину не более 8 мм, и для стыковки стали толщиной 4…8 мм.
- В V-образной форме (односторонний скос). Толщина металла может быть 4…26 мм.
- В X-образной форме (двусторонний скос). Эта разделка применяется при креплении деталей толщиной 12…40 мм.
- Под углом 45 градусов. Такой вариант используется для металлов толщиной от 2 см.
Принцип выбора способа сварки и вида соединения
Для стыковки деталей применяется около 150 разновидностей сварки. Объединяет их одно – обозначения швов сварных соединений.
Любая разработка предусматривает проведение расчетов, установленных техническим заданием на нее. Для определения способа крепления деталей конструкторами выполняются расчеты, определяющие геометрию стыков и толщину свариваемых конструкций.

Расчеты позволяют установить вид сварки, которую следует использовать: ручную при помощи электродов, дуговую с защитными газами и т. д. В работе необходимо руководствоваться требованиями стандартов, содержащих необходимую информацию.
Обозначение швов на чертеже
При производстве любых конструкций применяется стыковка деталей, выполненная различными способами. Одним из методов является сварка. Шов, получающийся при этом, обладает определенными свойствами, которые влияют на эксплуатационные характеристики целого изделия.
Важно правильно выполнить обозначение сварного шва на чертеже, чтобы были понятны способы соединения, формы стыков, геометрические параметры и др. Грамотный специалист может почерпнуть из чертежа сведения о прочности, герметичности стыка, времени проведения работ.
Для обозначения соединения металлов используются стрелки, буквы, цифры и вспомогательные значки.
Полная маркировка стыка включает:
- вспомогательные знаки;
- ссылку на стандарт;
- буквенно-цифровое обозначение;
- указание на тип сварки;
- размеры катетов;
- значения длины провариваемого участка или диаметра точки;
- дополнительные знаки.
Как расшифровывается техническая аббревиатура
При обозначении сварных швов в документации необходимо ориентироваться на требования ЕСКД, в которую входят: ГОСТ 5264-80, ГОСТ 14771-76 и ГОСТ 2.312-72.
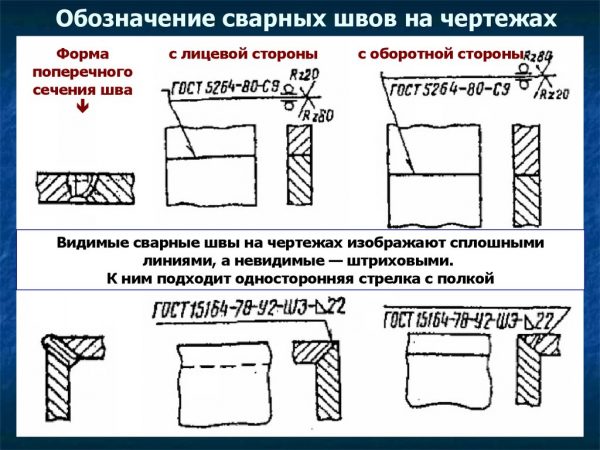
Условные изображения швов
Сварные стыки могут выполняться видимыми, расположенными на лицевых поверхностях и невидимыми, выполненными с изнаночной стороны изделия. В двусторонних соединениях лицевым принято считать то, которое должно быть сделано первым. При устройстве симметричных кромок любую из сторон можно называть лицевой. Невидимые швы на чертеже обозначаются штриховыми отрезками, видимые – сплошными линиями.
Местонахождение линии шва указывает односторонняя стрелка. На ней располагается “полка” со вспомогательным знаком или буквенным обозначением. При указании на невидимый шов – они размещаются под “полкой”, на видимый – над ней.
Обязательно используется комбинация из букв и чисел, содержащая данные о виде сварочных работ и типе стыка. Например, аббревиатура С1 означает использование одностороннего стыкового крепления, С2 – двустороннего.
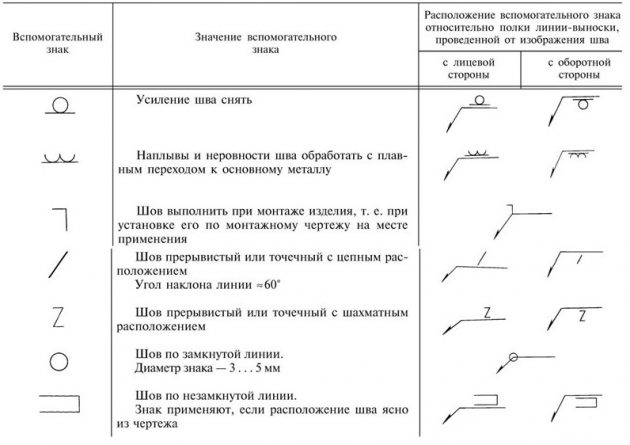
Для предоставления более полной информации применяются вспомогательные знаки, описывающие соединения (форму шва (по замкнутой/незамкнутой линиям), прерывистость или точечное нанесение и др.), операции, которые необходимо выполнить мастеру (снять выпуклость, обработать наплывы или неровности и т.д.).
Обозначение способа сварки
Способы сварки имеют свои условные буквенные обозначения, указывающиеся на сборочных чертежах.
| Обозначение | Метод проведения работ |
| А | Под флюсом в автоматическом режиме (без применения подкладок и подушек) |
| Аф | Под флюсом с использованием автоматики (с подушками) |
| ИН | В облаке защитных газов тугоплавкими вольфрамовыми электродами (без дополнительных материалов) |
| ИНп | В среде инертных газов вольфрамовыми электродами (с проволокой) |
| ИП | В облаке защитных газов расплавляющимися электродами |
| УП | В среде углекислых газов плавящимися электродами |
Грамотное и корректное нанесение условных обозначений в конструкторской документации позволяет специалистам-сварщикам сделать расшифровку швов в чертежах и качественно выполнить работы по металлу.