Особенности сварки латуни различными методами
Латунь представляет собой сплав меди с легирующим компонентом – цинком. Активное испарение цинка при выполнении сварки латуни является причиной образования пор в сварном шве, что снижает качество соединения. В процессе работы в воздух выделяются ядовитые пары цинка, которые представляют опасность для человека. Чтобы обеспечить требуемую прочность соединения и избежать негативных последствий, необходимо соблюдать требования технологий создания сварных швов.
Виды технологий сварки изделий из латуни

В целом технология сварки медного сплава похожа на сваривание изделий из чистой меди. Выполнение соединения латунных изделий толщиной до 10 мм не требует предварительного подогрева элементов. При соединении более массивных деталей рекомендуется произвести местный подогрев до 350ºС.
Изделия толщиной до 6 мм можно сваривать с зазором от 1 до 2 мм без подготовки специальных кромок. При большей толщине элементов необходима V-образная или X-образная разделка швов.
Специалистами разработано несколько видов технологий эффективной сварки изделий и поверхностей из латуни. Конкретный вид выбирается в зависимости от наличия оборудования, источника электричества, условий проведения работ и требований к качеству сварного соединения.
Дуговая сварка латуни
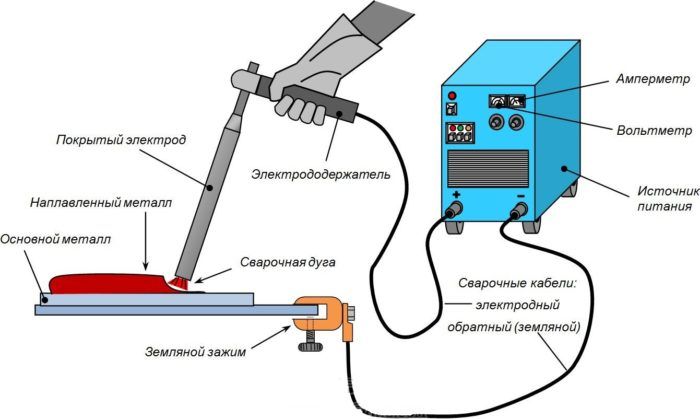
Для дуговой (электродуговой) сварки латуни применяется постоянный электрический ток, который вырабатывается источником большого тока при относительно невысоком напряжении. Напряжение подаётся на электрод и на соединяемую поверхность, в результате чего между ними возникает электрическая дуга.
Сварочный процесс латунных заготовок производится короткой дугой. Технология дуговой сварки основана на одновременном плавлении электрода и свариваемых деталей.
Дуговой вид сварки латуни предусматривает использование графитированных или толстопокрытых электродов из латунной проволоки, содержащей в составе, кроме меди и цинка, еще марганец, алюминий, железо и кремний.
Покрытие стержня таких электродов представляет собой слой обмазки, которая изготавливается из смеси жидкого стекла с сухими веществами:
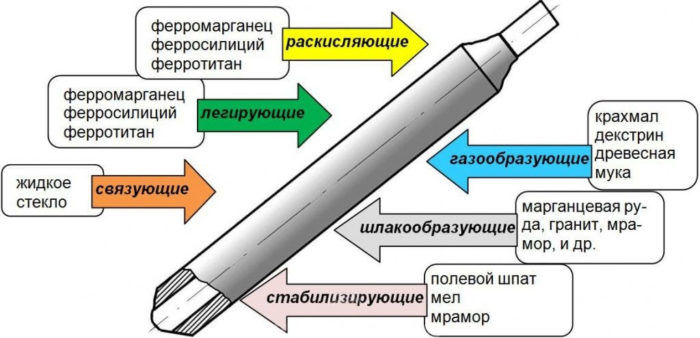
- марганцевой рудой;
- ферромарганцем;
- меловой крошкой;
- графитом;
- алюминием.
Эта технология допускает использование угольных электродов с присадкой, покрытой специальными флюсами. Сила тока и величина сечения электрода выбираются в зависимости от толщины свариваемых латунных деталей. Так, для деталей с толщиной стенки до 5 мм необходим ток в 250 ампер и угольный электрод с сечением 10 мм.
Для прочного и надёжного соединения элементов по технологии электродуговой сварки должны быть выполнены определённые условия:
- массивные детали необходимо предварительно прогревать;
- тонкие листы следует соединять одним проходом, поскольку многослойный метод вызывает увеличение количества трещин и пор в металле;
- толщина латунных листов на один проход не должна превышать 3 мм;
- с внутренней стороны под шов рекомендуется помещать асбестовую подкладку, чтобы избежать вытекания металла.
Аргонная сварка латуни
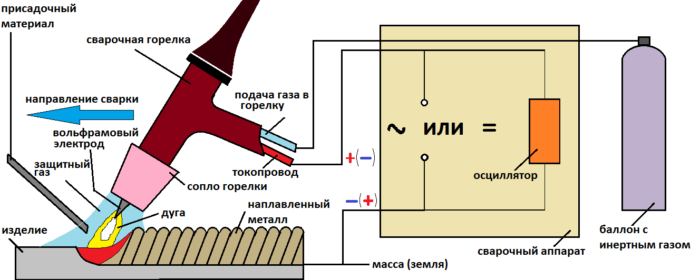
Аргонная сварка – это вид дуговой сварки в среде защитного газа аргона, поэтому она ещё называется аргонодуговой. Такая технология является самой распространённой, так как обеспечивает требуемое качество работ и позволяет сгладить нежелательные последствия. Сварочный процесс с использованием инертного газа предназначен для сварки толстых заготовок латуни.
Перед началом работы необходимо зачистить поверхности до металлического блеска. Для удаления окисления используется азотная кислота, затем изделие следует промыть и просушить.
Латунь сваривается посредством длинной электрической дуги отдельными валиками, так как сплошной метод может прожечь изделие насквозь. Для получения качественного шва напряжение дуги в сварочной зоне необходимо постепенно уменьшать.
Для технологии аргонодуговой сварки используют как плавящиеся, так и неплавящиеся электроды. В качестве неплавящегося элемента обычно применяется вольфрамовый электрод. Подходящим присадочным материалом является бронзовый или фосфорный пруток. Присадочная проволока заделывается в шов вручную. Весь процесс сопровождается характерным треском, который обусловлен выделением цинковых паров.
Достоинства аргонной сварки:

- нет необходимости в применении дорогостоящих электродов и флюсов;
- технология является качественной и относительно безопасной;
- сварка осуществляется с хорошей скоростью;
- достигается результат требуемого эстетического уровня;
- в процессе работы производится выдувание вредных отходов инертным газом;
- сварные швы не покрываются шлаковой коркой;
- аргон защищает кромки свариваемых деталей от возникновения на них оксидных корок.
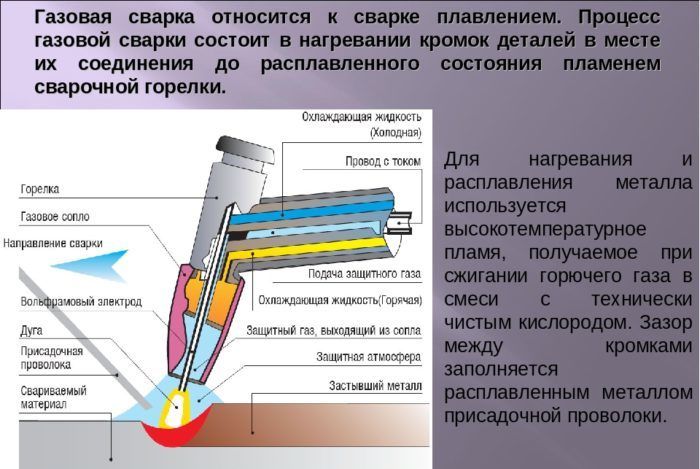
Сварка изделий из латуни с помощью газа
Технология газовой сварки применяется в том случае, когда отсутствует электричество или электродуговая сварка не обеспечивает получение ожидаемого результата. Процесс газосварки гарантирует прочность шва, но имеет существенный недостаток – большое испарение цинка. Для уменьшения объёма выделяющегося цинка применяется окислительное пламя. Благодаря пламени на поверхности образуется плёнка оксида цинка, препятствующая поступлению вещества в воздух.
Сварочное пламя влияет на прочность шва, поэтому мощность пламени подбирается исходя из оптимального расхода ацетилена. Во избежание перегрева металла такой расход должен составлять от 100 до 120 дм³/ч на миллиметр толщины поверхности. Сварочное пламя направляется на присадочный материал, расположенный под прямым углом к мундштуку. Конец присадочного прутка следует постоянно держать в пламени. Скорость сварки должна быть максимальной.
В процессе газовой сварки используется самофлюсующаяся присадочная проволока, дополнительного применения флюса при этом не требуется. Можно применять кремнистую латунную проволоку, благодаря которой повышаются прочность и плотность шва. Сечение присадки выбирается в зависимости от параметров соединяемого сплава.
Шлаки, которые образуются при сварке, смываются водой. После сварки для обеспечения плотности, прочности, мелкозернистости шва осуществляется его проковка и последующий отжиг с постепенным охлаждением.
С осторожностью следует создавать потолочные швы, учитывая текучесть расплавленного материала. Мощность пламени при этом должна быть снижена.
Сварка латуни с металлами и сплавами
Технология сварки латунных элементов с другими металлами имеет свои особенности, так как на прочность соединения влияют различные физико-химические характеристики сплавов. Чаще всего используется сварка с применением неплавящегося вольфрамового электрода. Хороший результат даёт проведение работ в специальной камере, условия в которой находятся под постоянным контролем.

Наиболее распространённым является соединение медного сплава со стальными поверхностями. В результате на стали под слоем латуни нередко появляются трещины. Чтобы избежать такого недостатка, рекомендуется в качестве элемента соединения выбирать никелевый сплав. Для сваривания латунной детали с легированной нержавеющей сталью используется присадочный латунный пруток.
Соединение титановых поверхностей с латунными заготовками приводит к созданию хрупких конструкций. Для обеспечения прочности шва следует применить промежуточные титановые вставки. Такие вставки усиливаются методом легирования титана ниобием или молибденом. Физические свойства ниобия сходны с титаном, поэтому этот сплав хорошо контактирует с латунью.
Сварка латуни может производиться самостоятельно без привлечения специалистов по той технологии, которая наиболее подходит для проведения работ. В любом случае процесс должен проходить на открытом воздухе, или в помещении, оборудованном мощными вытяжными устройствами. При этом не следует забывать о средствах индивидуальной защиты:
- маске;
- перчатках;
- очках;
- респираторе;
- специальной одежде.
