Особенности сварки полуавтоматом без газа
На сегодняшний день проведение сварочных работ доступно не только профессионалам, но и сварщикам-любителям. Опытные мастера для применения в быту рекомендуют использовать сварку полуавтоматом без газа. При этой технологии производится сварка на электродной проволоке, заполненной особым составом – флюсом. Порошковый флюс, сгорая, обеспечивает необходимый жар для создания сварочного шва, образуя при этом газовое облако для защиты зоны расплава.
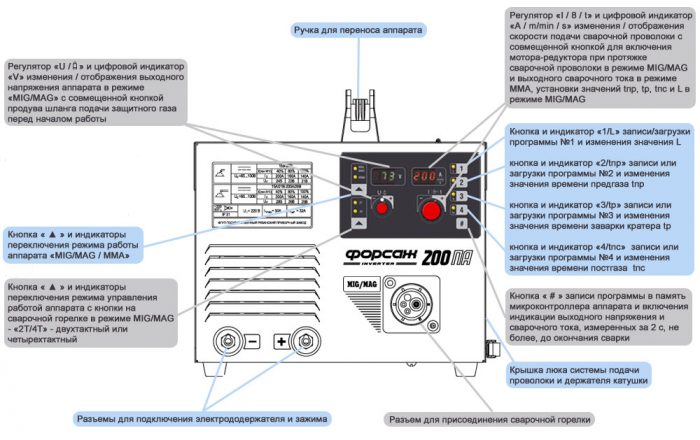
Конструкция и принцип работы полуавтоматического сварочного автомата
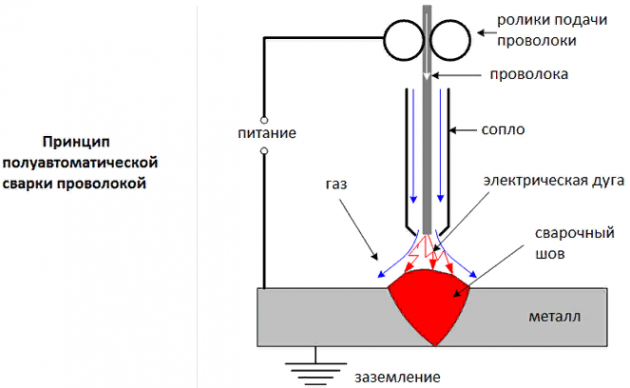
Принцип работы полуавтоматического сварочного аппарата заключается в генерировании электрической дуги для преобразования энергии электричества в тепловую. Подача в зону расплава проволоки, являющейся мобильным плавящимся электродом, осуществляется автоматически, с постоянной скоростью. Перемещение горелки осуществляется вручную.
В состав аппарата входят:
- источник тока;
- узел управления;
- механический блок подачи электрода;
- бобина с проволочным электродом;
- трубопровод для подачи проволоки;
- сварочная горелка-«пистолет»;
- гибкие шланги;
- электрический провод цепи управления;
- управляющая панель.
Самой высокой производительностью обладает современный инверторный сварочный аппарат, отличающийся высокими эргономическими параметрами, быстрым розжигом электрической дуги и высокой скоростью создания прочных соединений.
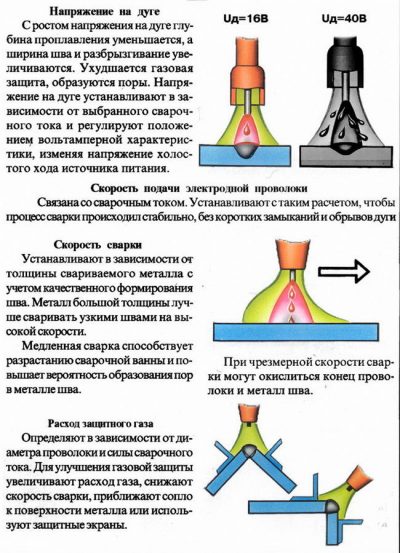
При проведении сварки полуавтоматом необходимо изолировать создаваемое соединение от внешней среды. Если расплавленный металл контактирует с окружающим воздухом, то кислород и азот вступают в реакцию с металлом, снижая прочность шва. Для изоляции применяется защитный газ. На сегодняшний день есть два способа проведения сварки полуавтоматом, с разными вариантами защиты шва: с применением газовой среды или специального флюса.
При первом способе предохраняющий инертный или активный газ подается через сопло горелки от специально подключенного баллона с газом. При этой технологии в качестве электрода применяется омедненная сварочная проволока заданного сечения.
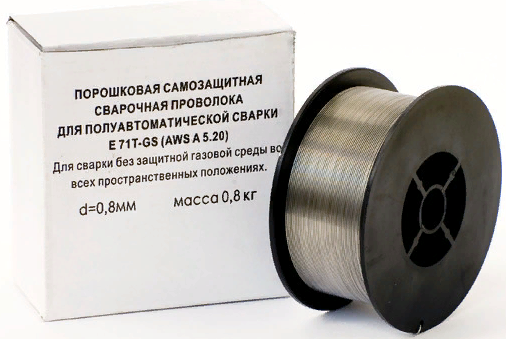
При проведении сварки полуавтоматом без газа предохраняющий газовый слой образуется при сгорании порошкового флюса, которым заполнена специальная проволока, используемая в качестве плавящегося электрода.
Технология сварки полуавтоматом без газа
Именно использование флюсовой (порошковой, защитной) проволоки дает возможность получать качественные сварочные швы, не используя газовые баллоны. Она представляет собой полую трубку из стали диаметром 0.8-2 мм, полость которой заполнена специальным флюсом с добавками.
Флюс компонуется из деоксидирующих веществ, препятствующих поглощению кислорода, а также шлакообразующих элементов и различных присадок. Это марганец, железо, кремний, никель и другие легирующие добавки, позволяющие получить при малых токах требуемую температуру плавления.
Состав флюса, сходный с составом на поверхности типовых электродов, зависит от требуемых характеристик свариваемых материалов и шва. При нагревании флюс полностью сгорает, образуя при этом защитное газовое облако вокруг области расплава металла.
Флюсовая проволока изготавливается в различных вариациях:
- трубчатая простая;
- трубчатая двухслойная;
- двуполостная с одним загибом;
- двуполостная с двумя загибами.
Стальные стенки проволоки-электрода тонкие, они не способны выдержать резкие рывки, сжатие или изгибы. Это необходимо учитывать при настройке подающего электрод механизма, а также в процессе сварки, избегая рывков, поворотов и скручиваний шланга сварочного аппарата.
Сварочные полуавтоматы, использующие эту технологию, должны иметь возможность изменения обратной полярности на прямую. Сварка полуавтоматом без газа, в противоположность сварке с применением газобаллонного оборудования, требует прямого подключения – на электрод подается «минус», свариваемая заготовка подключается к «плюсу». Это подключение дает более высокую температуру, необходимую для сгорания флюсового порошка и создания предохранительной среды.
Процесс сварки полуавтоматом без газа
Для получения качественного сварочного шва необходим опыт работы и точное соблюдение алгоритма действий. Перед началом работы необходимо принять защитные меры. Вокруг рабочего места обеспечивается 10-тиметровая рабочая зона, в которой отсутствуют любые легковоспламеняющиеся и взрывоопасные предметы. Доступ в зону посторонних лиц должен быть исключен.
Для настройки оборудования необходимо:

- установить значение тока для сварки в зависимости от толщины свариваемой заготовки (согласно инструкции производителя);
- настроить оптимальный режим подачи проволочного электрода – шестерни должны равномерно проворачивать проволоку, не повреждая ее;
- переключить полярность тока на прямую;
- включить прокручивание проволоки «Вперед», открыть заслонку для флюса, надавить кнопку «Пуск», одновременно чиркнув электродом;
- провести сварку на пробной заготовке, если нужно – внести изменения;
- при стабильной дуге и равномерном движении проволоки можно начинать процесс сварки.
Процесс начинают с верхней части шва, ведя «пистолет» сверху вниз. Т. к. жар от сгорания флюса распространяется вверх, такая траектория позволяет удержать температуру в сварочной ванне. Перемещать горелку следует плавно, но достаточно быстро, чтобы не допустить образования капель расплава. Необходимо контролировать наклон «пистолета» – слегка кверху.
Достоинства и недостатки сварки полуавтоматом без газа
Применение сварки полуавтоматом без газа, в сравнении с традиционной технологией в среде инертного или активного газа, поступающего из баллона, имеет как плюсы, так и минусы. К достоинствам можно отнести:
- мобильность оборудования – не нужен громоздкий газовый баллон и дополнительные шланги;
- отсутствие необходимости постоянной дозаправки баллона и связанных с этим экономических затрат;
- возможность формирования более аккуратного шва;
- возможность прямого наблюдения за процессом сварки (сквозь защитную маску);
- способность влиять на параметры дуги и химическую структуру шва путем использования флюса с разным наполнением.
Из недостатков сварки полуавтоматом без газа опытные сварщики отмечают:
- значительную цену проволочного электрода с флюсом;
- необходимость щадящей эксплуатации проволоки из-за ее хрупкости;
- сложность выбора оптимального режима сварки – он определяется химическим составом флюса;
- необходимость очистки шва от шлака;
- необходимость наличия у сварочного полуавтомата возможности изменения полярности.

Несмотря на имеющиеся минусы, сварка полуавтоматом без газа признана оптимальным вариантом для бытового применения при ограниченных объемах работ. Это лучший выбор и по цене расходуемых материалов, и по удобству работы с оборудованием.
Сварка полуавтоматом без газа в домашних условиях очень популярна. Необходимое оборудование, качественное и недорогое, легко найти в специализированных магазинах. Отсутствие громоздкого баллона с газом делает процесс сварки значительно удобней, а качество работ остается высоким. Но начинающему сварщику необходимо учитывать высокую стоимость флюсовой проволоки и получить предварительную консультацию опытного специалиста.

 (2 оценок, среднее: 4,00 из 5)
(2 оценок, среднее: 4,00 из 5)