Как выполняют пайку медных труб
Медные промышленные трубы часто используют при строительстве сетей коммуникаций. Многие километры сетей водо-, тепло- и газоснабжения выполнены способом пайки.
Для ремонта медных труб в промышленных масштабах используют специальные пресс-системы. Для ремонта своими руками используют пайку медных труб твердыми и мягкими припоями.
Что такое пайка металла
Пайкой называют процесс неразрывного соединения металлов. В качестве связующего вещества используется припой, который при соединении материалов расплавляют.
Расплавленной массой заполняют свободное пространство в стыке соединения. При застывании эта масса образует прочную неразрывную связь.
Используемые инструменты и материалы
Пайку медных труб выполняют такими инструментами и материалами:
- Расходные материалы.
- Газовая горелка.
- Припой.
- Флюс.
- Вспомогательные принадлежности.
Расходные материалы
В качестве расходных материалов для пайки используются трубы и фитинги.
В зависимости от технологии изготовления различают медные трубы:
- отожжённые;
- неотожженные.
Отожжённые трубы после изготовления закаливают при температуре 600–700ᵒC. Дополнительная термическая обработка увеличивает эластичность меди. Отожжённые трубы имеют повышенную пластичность и хорошо гнутся. Недостатком является относительная дороговизна и сниженная прочность.
К сведению. Пламя горелки в момент нагревания стыка должно иметь ярко-синий цвет. Бледно-голубой цвет пламени говорит о чрезмерной насыщенности газовоздушной смеси кислородом.

Неотожженные трубы имеют высокую прочность и сравнительно низкую стоимость. При прокладке коммуникациях их соединяют отдельными звеньями. Фиксацию таких медных труб осуществляют с помощью специальных соединительных элементов – фитингов.
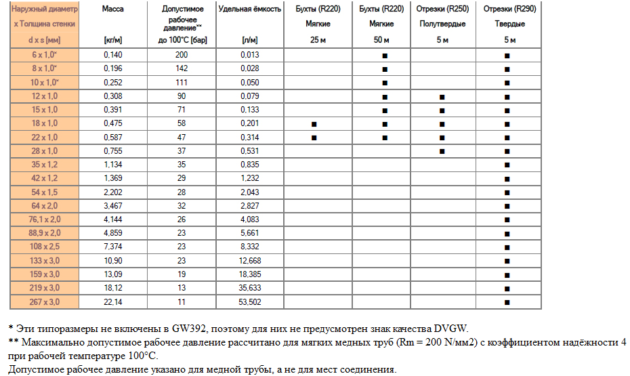
Для пайки используются медные трубы с различным диаметром и толщиной стенки. Наиболее востребованными являются диметры от 10 до 42 мм и толщина стенок 1,0–3,0 мм.
Фитингом называют соединительный элемент для стыковки звеньев. В зависимости от назначения, фитинги могут иметь различную форму и конструкцию.
Наибольшее распространение получили следующие виды фитингов:
- муфты — при соединении двух труб;
- уголки — при их повороте;
- тройники — при создании разветвлений.



Специальные фитинги для пайки сетевых медных труб называют капиллярными. Внутренняя поверхность таких фитингов покрыта оловом. При высокотемпературной пайке олово плавится и растекается по поверхности стыкуемых элементов. Затвердевший расплав надежно соединяет трубные концы.
Газовая горелка
Газовой горелкой называют ручной инструмент для нагревания материалов открытым пламенем. Газовая горелка состоит из рабочей части и баллона для хранения газа. Рабочая часть предназначена для воспламенения и горения газовоздушной смеси. В качестве рабочего газа используется пропан. Давление и скорость подачи газа регулируется газовым редуктором.
Современные модели газовых горелок снабжены пьезоэлектрическим розжигом. Подача и прекращение подачи газа регулируется специальным вентилем. При отсутствии пламени обратный клапан автоматически перекрывает подачу газа.
Температура пламени достигает 1300ᵒC.

Припой
Припоем (припаем) называют металл или сплав металлов, обладающих небольшой температурой плавления и высокой текучестью в жидкокристаллическом состоянии.
В зависимости от температуры плавления припайные сплавы бывают:
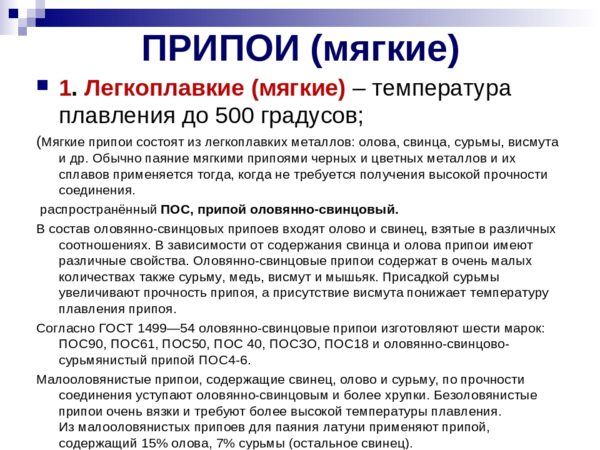
- легкоплавкие (температура плавления менее 450ᵒC);
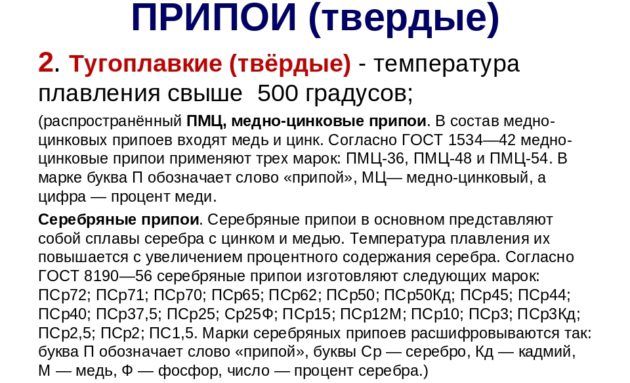
- твердосплавные (температура плавления 450ᵒC и более).
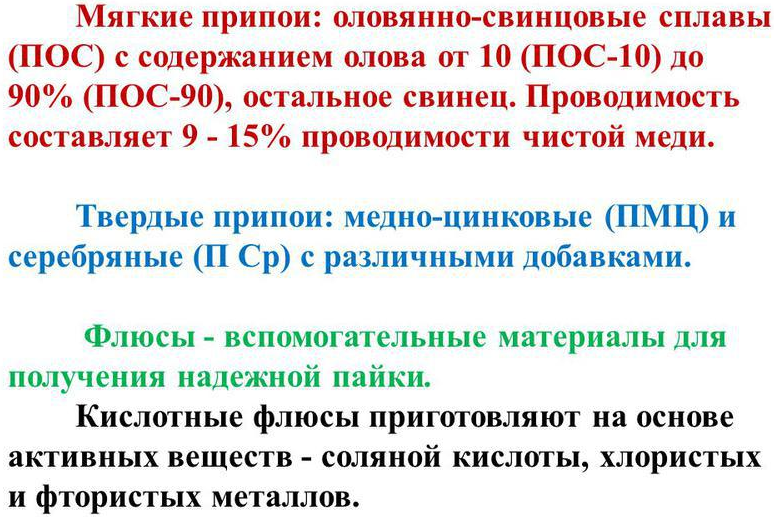
Легкоплавкие (мягкие) припои используются для пайки элементов, не испытывающих значительных нагрузок. Большое распространение эти материалы получили в радиоэлектронной промышленности. С их помощью соединяют элементы радиоаппаратуры и электронных схем. В состав мягких материалов входят металлы с низкой температурой плавления (медь, свинец, олово, висмут, сурьма, кадмий, цинк).
К сведению. Необходимая длина припайной проволоки принимается равной диаметру спаиваемых труб.
Твердые (тугоплавкие) припои применяются для соединения металлов с повышенной температурой плавления (чугун, сталь, бронза и др.). Используются в продукции массового промышленного производства. Наибольшее распространение получили медно-цинковые припаи с марками ПМЦ-42 и ПМЦ-53.
Пайку медных труб проводят с помощью оловянно-свинцового припоя различных марок. Марку определяют по процентному содержанию вспомогательных металлов. Пайку медных труб в отечественной промышленности проводят припайными сплавами типа ПОС. Такие сплавы содержат сурьму, олово и свинец.
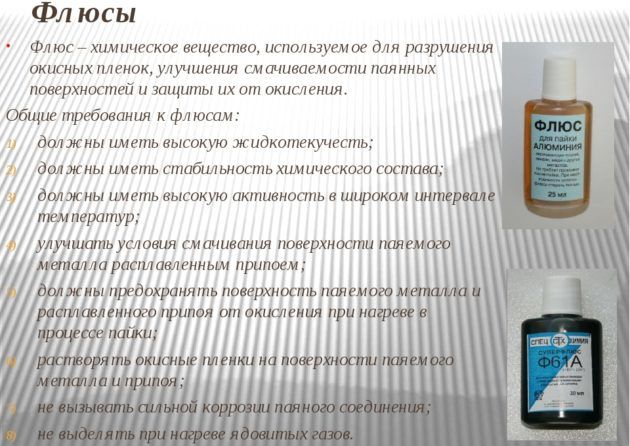
Флюс
Флюсом называют химический состав для улучшения сцепления соединяемых элементов.
В промышленности используются два типа флюсов:
- химически активные;
- химически пассивные.
Химически активные флюсы содержат кислотосодержащие компоненты (соляная и ортофосфорная кислоты, хлористые цинк и аммоний). Прекрасно удаляют жировой налет и окислившийся слой. Обладают высокой токсичностью. В процессе длительного использования вызывают разрушение соединяемых элементов.
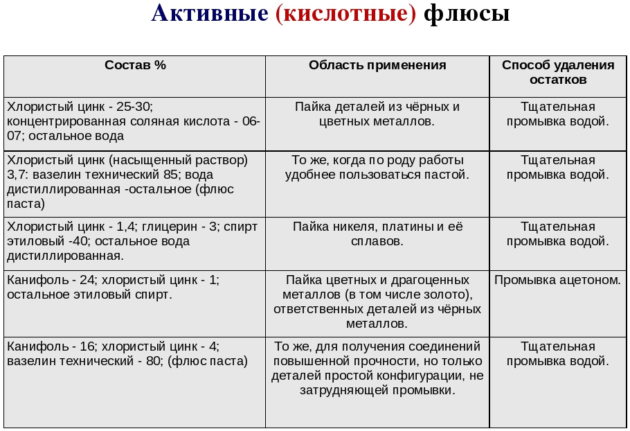
Химически пассивные флюсы нейтральны в агрессивных средах и менее токсичны. К ним относятся различные составы и пасты на основе канифоли. После завершения пайки требуют удаления смывающим составом или растворителем.
Вспомогательные материалы
К вспомогательным материалам относятся:
- металлическая щетка;
- бумага наждачная на тканевой основе;
- остро заточенный нож.


Металлическая щетка используется для зачистки фитингов и внутренней поверхности труб.
Наждачная бумага используется для очистки внешней поверхности стыкуемых элементов.
Нож необходим для снятия внутренних фасок соединений в местах среза.
Подготовка к пайке
Подготовительные работы проводят в следующем порядке:
- Проводят визуальный осмотр соединяемых труб на наличие повреждений. Выявленные повреждения удаляют. В противном случае соединяемые элементы отбраковывают и заменяют другими.
- С помощью болгарки или ножовки по металлу отрезают звено необходимой длины.
- Наждачной бумагой или остро заточенным ножом снимают фаску в месте среза.
- Металлической зачистной щеткой либо наждачкой зачищают концы труб и фитинги от загрязнений и жировых отложений.
- На очищенные области производят нанесение флюса. Излишки состава удаляют влажной тряпкой.

Технология спаивания медных труб
После тщательной подготовки приступают к выполнению комплекса основных работ. Очередность операций по спаиванию труб из меди выглядит следующим образом:

- С помощью горелки прогревают соединяемый конец трубы до момента кипения флюса. Для равномерного разогревания стыка пламя горелки перемещают в разные стороны от места стыка.
- После достаточного разогрева к месту стыка трубы с фитингом прикасаются припоем.
- Под действием капиллярных сил припой заполняет пространство стыка. Работы считаются завершенными, когда состав полностью заполнить стыковой зазор.
Внимание! Степень разогрева стыкуемых элементов определяют по характеру плавления припая. При достаточном разогреве он плавится не от пламени горелки, а за счет нагрева металла труб.
Особенности пайки мягким и твердым припоями
Соединение медных труб имеет ряд характерных особенностей. Особо отчетливо они проявляются при использовании различных материалов.
Пайка звеньев легкоплавким припоем проводится при температуре 175–315ᵒC. Пайка твердыми составами осуществляется при разогреве места стыка до температуры 650–815ᵒC.
Пайка мягким сплавом используется для спаивания медных труб с внутренним диаметром до 22 мм, и твердым – при диаметре 22 мм и более.
При достаточном разогреве происходит кипение нанесенного слоя флюса. При плавлении мягкого припоя образуется расплавленная капля, играющая важную роль для прочного соединения труб. Кипящий флюс выталкивает расплавленный состав из пространства стыка. Под действием капиллярных сил припайный сплав затягивается внутрь стыка при его остывании.
При пайке твердыми припоями встык между спаиваемыми элементами вставляется тонкая прокладка из мягкого металла. Соединяемые детали надежно и прочно фиксируются направляющей прокладкой.
Простая техника выполнения спаивания труб из меди и доступность всех материалов позволяет выполнять эту работу своими руками в домашних условиях.
