Виды электродов по алюминию и тонкости выбора
Алюминий и сплавы на его основе свариваются сложно. Это объясняется негативным воздействием внешних факторов, текучестью металла, его тугоплавкостью, наличием оксидной пленки. Сварка с применением электродов по алюминию делает процесс доступным и малозатратным. Электроды имеют низкую температуру плавления и специальные добавки для стабилизации процесса.
Марки электродов для сварки алюминия
Приведенный перечень электродов применяется при сварке алюминиевых конструкций с помощью инвертора. Изделия со спецобмазкой позволяют работать с алюминиевыми деталями или сплавами на основе алюминия с кремнием либо марганцем, например, АМг и АМц.
Расходные материалы для сварки диаметром 3 мм выпускаются длиной 225-300 мм, а при диаметре 4-5 мм имеют длину 350-450 мм.
Электроды ОЗАНА
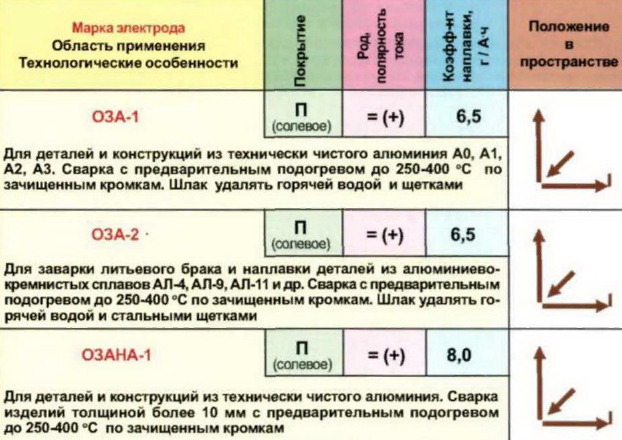
ОЗАНА-1. Расходники с солевой обмазкой подходят для сварки чистого алюминия марок А0-А3. Тонкостенные детали толщиной до 10 мм можно соединять без предварительного подогрева. Остальные детали прогреваются до температуры 200° в течение 30 минут. Для работы необходим переменный ток обратной полярности. Возможна сварка нижних и потолочных швов.
ОЗАНА-2. Предназначены для сваривания сплавов алюминия и кремния. Не подходят для наплавки, ремонта литейного брака. Иногда для работы необходимы дополнительные алюминиевые флюсы.
Электроды ОЗА
Электроды по алюминию изготовлены из стального стержня с соляной обмазкой. Выпускаются диаметром 4, 5 и 6 мм. Марка подойдет для сваривания заготовок из чистого алюминия и его сплавов. Ограничение по толщине деталей – от 3 мм до 16 мм. Ток сваривания – постоянный, с обратной полярностью. Нужен предварительный подогрев свариваемых торцов до 250°С. Подготовительная зачистка кромок обязательна.
Марка УАНА
Электроды этой марки предназначены для заготовок из литейных и деформируемых алюминиевых сплавов. Условия подготовки кромок и сваривания – как и для марки ОЗА. Расположение шва – верхнее и нижнее.

Продукция шведской компании ESAB
Категория щелочно-солевых электродов ОК96 производится для сваривания и наплавления деталей из алюминия и сплавов. Процесс происходит в среде защитного инертного газа аргон. Расходники производятся нескольких модификаций.
ОК 96.10. Назначение – сварка алюминия в чистом виде без технических примесей. Производятся с обмазкой композитным материалом из солей хлора и фтора. Шов ложится ровно и аккуратно, без разбрызгивания металла. Шлаки легко удаляются с поверхности.
При малом токе происходит залипание материалов. Нагревать стержни не обязательно, но желательно, потому что так можно снизить их расход. Кромки защищать не придется. Достаточно лишь обдать их горячей водой. Подходят для работы с дюралюминием.

ОК 96.20. Марка электродов для сварки слабонагруженных конструкций с минимальными требованиями. Они успешно сваривают сплавы с содержанием магния и марганца не более 3%. В составе стержня есть добавки марганца. Тип покрытия – солевое. Сваривать можно в любом положении, с предварительным нагревом до 220°С.

ОК 96.50. Востребованы при сваривании алюминиевых сплавов с включением меди, магния или марганца. Электродный стержень состоит из алюминиево-марганцевого сплава. Может использоваться как присадочная проволока при сварке автогеном. Покрытие прутка сделано щелочно-солевой обмазкой.

Советы профессионалов
При отсутствии опыта выбрать расходные материалы и соединить алюминиевые элементы непросто. Поэтому советы мастеров будут кстати.
- Лучше, когда состав заготовки и сплав алюминиевых электродов точно соответствуют друг другу. Проверить это можно по информации на упаковке.
- Сечение электродов для сварки должно отвечать толщине стенки. Если варить толстым стержнем тонкий лист, то прожог неизбежен.
- Разница толщин допускается не более 1 мм.
- Просушенные 2-3 раза расходники теряют качество и использовать их не рекомендуется.
- Предварительная зачистка обрабатываемых сваркой кромок обязательна.
- Новичкам сварочного дела следует начинать с толстых деталей. Сварочный процесс протекает очень быстро, и тонкий металл легко прожигается.
- Алюминий отличается повышенной текучестью, поэтому тонкий шов получить достаточно сложно.
- Прогревать электроды перед работой нужно тем дольше, чем толще свариваемый металл.
- Хорошему плавлению основного металла способствуют умеренные токи.
- Толстые заготовки лучше прогревать участками. Готовый шов очищают от шлака, промывают горячей водой, обрабатывают щеткой и варят дальше.
Особенности сварочного процесса
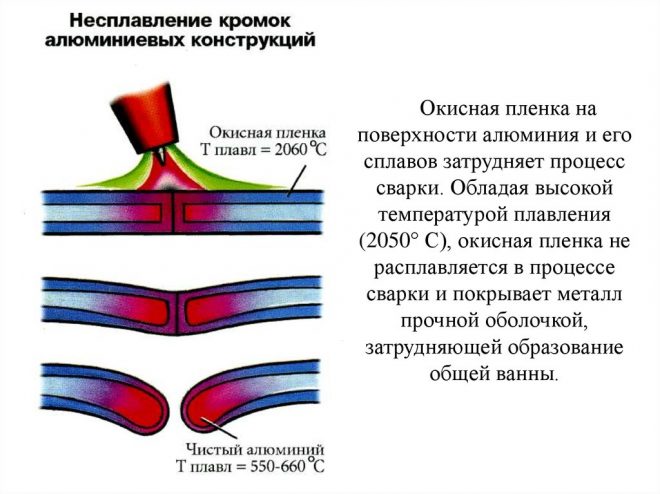
Сварочный процесс очень чувствителен к чистоте поверхностей свариваемых деталей по физическим и химическим параметрам. Детали необходимо зачистить металлической щеткой или напильником и протереть растворителем. Таким образом снимается оксидная пленка. Защитная среда и газ не в состоянии от нее избавиться.
После тщательной подготовки можно начинать сваривание алюминия с применением инвертора. Ток должен быть только постоянным с обратной полярностью, потому что переменный ток не дает хорошего шва. Сварочный ток для дуговой сварки нужно точно подбирать. Исходят из того, что на 1 мм толщины свариваемого листа необходимо 25-30 А. Так, при толщине стенки 4 мм потребуется ток 120 А.
Действовать нужно быстро, чтобы шов получился качественным. Сложности при сварке возникают из-за того, что электроды для алюминия плавятся в 3 раза быстрее стальных. При наплавке металла дугу следует держать близко к детали.
Почти все марки электродов для сваривания алюминия предварительно прогреваются в печи при 200°С пару часов, потому что при резком скачке температуры металл сильно разбрызгивается. Надежные сварные соединения получаются при прогреве стыков с помощью газовой горелки. Температура нагрева тем выше, чем больше толщина детали.
Шов основательно зачищается от шлаков, а затем обливается горячей водой. Такой прием замедляет процесс остывания, снижает коробление и минимизирует образование трещин. Охлажденную конструкцию нужно повторно зачистить в месте сварочного шва. Остатки шлаков становятся причиной образования коррозии.
