Резка металла электросваркой как метод обработки поверхностей
Электросварка предназначена не только для соединения поверхностей, но и для их разрезания. Процесс резки металла электросваркой производится тем же оборудованием, но отличается от создания сварного шва тем, что при резке металл проплавляется насквозь до разделения частей заготовки. Это происходит в результате применения большей силы тока, чем при сварке.
Применение электродуговой резки
Такая технология применяется при ремонтно-строительных работах для демонтажа металлоконструкций, разборки старых трубопроводов, грубой разделке металлолома. Её используют при необходимости прожигания отверстий или разрезания стальных, чугунных изделий, заготовок из цветного металла.
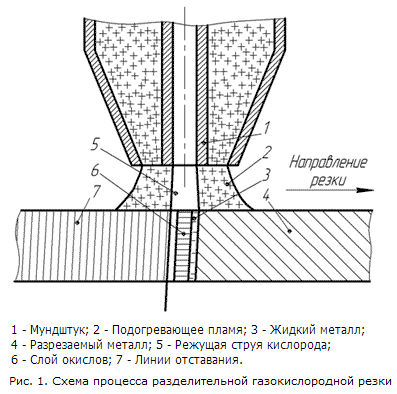
Электродуговая резка применяется в том случае, когда нет возможности осуществить газовую резку, а также при отсутствии необходимого оборудования для газовой резки металла.
Необходимые инструменты и оборудование
В процессе выполнения работ потребуются:
- сварочный инвертор (трансформатор), который производит ток заданной силы, необходимой для создания сварочной дуги;
- молоток по металлу;
- щётка для зачистки;
- электрические провода с соединительными муфтами;
- электроды и держатели для них.
")




Для резки металла целесообразно применять электроды, которые обозначены маркировкой ОЗР. Они отличаются особым покрытием с определённой теплоустойчивостью, обеспечивающим высокую производительность и хорошее качество полосы разреза. При их использовании образуется устойчивая дуга, которая создаёт требуемое количество тепла. Специальные электроды ОЗР позволяют проводить резку постоянным или переменным током из любого пространственного положения.
Резка сваркой – это процесс повышенной опасности для человека. При несоблюдении техники безопасности и отсутствии необходимой экипировки можно получить поражение электрическим током. Видимые и ультрафиолетовые лучи негативно воздействуют на глаза. Выделяющие при резке вредные вещества влияют на функционирование дыхательных путей. Есть угроза получить ожоги поверхности кожи горячим металлом. Поэтому в процессе резки необходимо обеспечить:
- надёжную защиту металлического корпуса сварочного аппарата;
- наличие вытяжной вентиляции в помещении;
- специальную защитную одежду: брезентовую робу, рукавицы, защитную маску с тёмными стёклами, обувь на резиновой подошве, респиратор.
При резке металла в замкнутом пространстве желательно, чтобы снаружи за действиями работника наблюдал помощник, готовый прийти на помощь в экстремальной ситуации.
Технология резки металла электродуговой сваркой
Процесс резки металла проще сваривания, так как нет особых требований к качеству кромки. Поэтому такая технология оптимальна для обучения, осваивания принципов работы с инвертором.
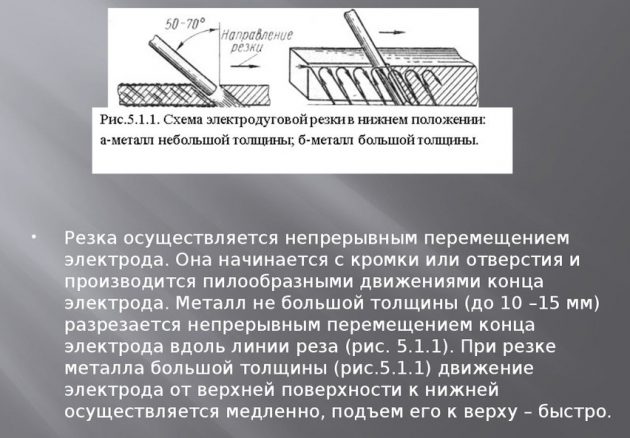
Перед началом работы необходимо убедиться в исправности всех используемых электрических кабелей. Создание и удержание дуги не вызывает особых сложностей. Она зажигается в результате постукивания или чирканья электрода о металлическую заготовку. Величина тока на инверторе выставляется в зависимости от размеров электродов, толщины материала, вида требуемого разреза. Существуют три основные разновидности разрезов.
Разделительная резка
Материал устанавливается таким образом, чтобы обеспечивалось свободное вытекание расплавленного металла из линии разреза. При вертикальном расположении листа разделительная резка проводится сверху вниз. На горизонтальной поверхности рез выполняется от кромки материала. Если разрезается лист большого размера, начинать процесс можно с отверстия, выполненного в середине заготовки.
Поверхностная резка
Эта разновидность применяется для прокладывания канавок на поверхности материала, выравнивания наплывов и дефектов. В процессе работы электрод должен быть расположен с наклоном 5º-10º к поверхности. При поверхностной резке движение производится с небольшим погружением в создаваемую полость. Если требуется проложить широкую канавку, электродом следует выполнять поперечные движения заданного размера.

Резка отверстий
Эта операция выполняется путём постепенного расширения небольшого отверстия до требуемых размеров. При резке отверстий перпендикулярное расположение электрода допускает небольшие отклонения в сторону образующейся окружности.

Особенности применения разных видов электродов
Для процесса резки металлических поверхностей возможно применение различных электродов:
- металлических плавящихся;
- угольных;
- неплавящихся вольфрамовых.
Резка плавящимся электродом сопровождается выплавлением металла электрической дугой из зоны воздействия. Работа выполняется стальными электродами диаметром от 2,5 до 6 мм, которые отличаются большей тугоплавкостью, чем при сварке. Качественное покрытие (марганцевая руда, поташ) создаёт небольшой козырёк, закрывающий зону дуги, что способствует сосредоточенному нагреву материала.
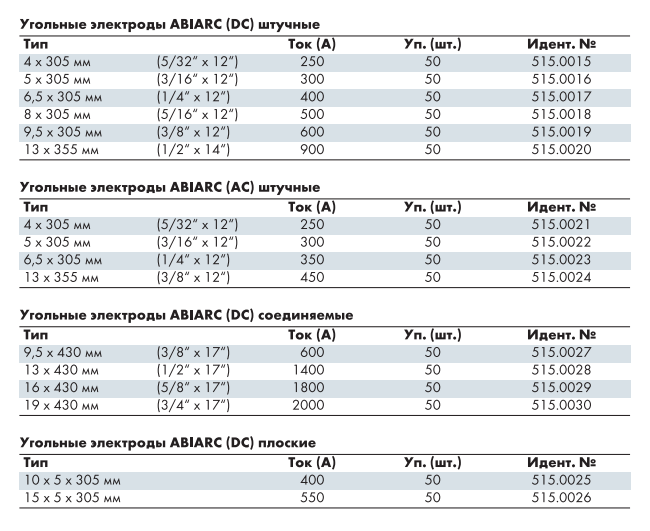
Угольные электроды применяют в том случае, когда не требуется определённое качество и ширина полученного реза. При работе поверхность материала располагается с небольшим наклоном для облегчения вытекания металла. Таким образом можно обрабатывать заготовки из чугуна, стали, цветных металлов. Оптимальным будет использование электрода толщиной 10 мм.
Электродуговую резку изделий из цветных металлов, легированной стали можно производить неплавящимися вольфрамовыми электродами, которые применяются гораздо реже, чем металлические или угольные. В этом случае резка должна проводиться в защитной газовой среде.
В случае отсутствия специальных электродов, предназначенных для резки материала, могут применяться обычные сварочные. При этом следует выбрать подходящий диаметр: для тонкого металла применяются электроды диаметром 3 мм, для более толстого – от 4 до 6 мм.
Преимущества и недостатки электродуговой резки
Резка сваркой, как и любая технология, имеет свои достоинства и недостатки, учёт которых позволит сделать работу быстро и достичь ожидаемого результата. К основным недостаткам метода относятся:
- низкая производительность, которая обусловлена невысокой скоростью работы;
- плохое качество реза, получаемого в результате затвердевания натеканий с обратной стороны заготовки.
Перечисленные недостатки делают метод неприменимым в условиях, когда требуется выдерживать точную разметку при резке металла.
Главные преимущества, которые отличают этот метод:
- отсутствие необходимости приобретения специального дорогостоящего оборудования, инструментов;
- отсутствие особых требований к окружающим условиям;
- быстрое обучение приёмам работы и освоение оборудования;
- возможность работы с постоянным или переменным током.
Многие организации строительной, ремонтной, автомобильной сферы, а также домашние умельцы успешно применяют резку электросваркой, так как этот метод предназначен для несложной, недорогой резки различных металлических поверхностей.
