Особенности металлорежущих станков
Металлорежущие станки представляют собой машины для обработки заготовок в точно заданный размер удалением слоя припуска с образованием стружки.
Для работы в основном используется абразивный либо лезвийный режущий инструмент. Станки также выполняют выглаживание поверхности, обкатку роликами и другие операции. Металлообрабатывающее оборудование позволяет вести обработку металлических и неметаллических материалов. Например, капрона, текстолита, различных видов пластиков и дерева, но для обработки твердых материалов (керамики или стекло) предназначены специальные станки.
Классификация агрегатов по группам
Основное деление массива металлорежущих станков происходит по технологическому способу обработки, способу перемещения механизмов и виду применяемого инструмента.
Различают 10 групп станков:
- Первая группа – токарные агрегаты. Они составляют порядка 30% станочного парка. Используются для обработки точением деталей вращения. Движением резания для группы является вращение заготовки.
- Вторая – сверлильные и расточные агрегаты. Их доля составляет 20%, используются для обработки отверстий различными способами. Вращение инструмента и его подача при неподвижной детали являются главными движениями резания. У расточных аппаратов добавляется ход стола с деталью.
- Третья – шлифовальные, полировальные, заточные и доводочные аппараты. Составляют 20% от общего числа подобного оборудования. Работают абразивным инструментом. В полировальных и доводочных агрегатах применяется абразивная паста и порошок, шлифовальные ленты и бруски.
- Четвертая – аппараты для физико-химической обработки и комбинированные. К этой группе относятся, например, агрегат для электроэрозионной обработки.
- Пятая группа – зубообрабатывающие и резьбообрабатывающие аппараты. Составляют 6% всего парка. Используются для нарезания разных видов зубчатых колес и резьбы. Они выполняют черновые и финишные операции.
- Шестая – фрезерные аппараты. Насчитывают 15% от общего числа оборудования. Рабочим инструментом являются многолезвийные фрезы разных конструкций.
- Седьмая группа – строгальные, протяжные, долбежные станки. На их долю приходится 4% станков. Имеют прямолинейное рабочее движение стола. У долбежных станков главное движение – возвратно-поступательное перемещение резца. Протяжные станки используются для обработки отверстий и пазов с помощью многолезвийного инструмента – протяжки.
- Восьмая – разрезные станки. Служат для разрезания заготовок типа круга, уголков, прутков.
- Девятая группа – разные станки. В эту группу входят станки для балансировки, правки и других операций.
- Десятая – резервная. Многоцелевые станки вроде оборудования с ЧПУ и обрабатывающих центров позволяют реализовывать ряд способов механообработки. В соответствии с видом выполняемой операции включаются в одну из станочных групп.










Классификация по типам
В пределах каждой из 10 групп происходит разделение на 10 типов в соответствии со следующими критериями:
- компоновка базовых узлов;
- способ обработки и используемого инструмента;
- уровень автоматизации и прочих технологических особенностей.
К примеру, в группу шлифовальных и полировальных аппаратов входят кругло и плоскошлифовальные станки, продольно-шлифовальные и притирочные. В группе строгальных и долбежных станков – продольно-строгальные одностоечные, поперечно-строгальные и долбежные.
В пределах одного типа происходит деление на 10 типоразмеров.
Классификация металлорежущих станков по совокупности технологических параметров наглядно представлена в таблице.
Весь парк станков для механической обработки поделен на 10 групп. В каждой группе присутствует деление из 10 типов, а каждый еще поделен на 10 типоразмеров.
Критерием группы является общность технологического способа обработки либо сходство назначения. Например, строгальные и протяжные, зубообрабатывающие и резьбообрабатывающие.
Каждый тип объединяет степень универсальности, количество основных рабочих органов, назначение, конструктивное исполнение. Внутри типа оборудование различается по шести техническим параметрам.
В резервную группу 0 относят станки, работающие с применением новейших технологических методов.
Металлорежущие станки
Систематизация по базовому размеру
Стандартами регламентируются базовые параметры оборудования, характерные этому типу. Для группы токарных и круглошлифовальных станков это максимальный размер детали под обработку.
У фрезерных станков основным считается габарит рабочего стола для установки заготовок и оснастки. Для поперечно-строгальных станков базовым является величина хода ползуна.
Совокупность станков для одного вида обработки, с похожей кинематикой, устройством, но отличающихся главными размерами, называется размерным рядом. Например, согласно нормативам у зубофрезерных станков различают 12 типоразмеров с максимальным диаметром заготовки для обработки от 80 мм до 12,5 тыс. мм.
Размерный ряд токарных станков отличается размером обрабатываемой детали 250, 320, 400 и более. Введение размерных рядов унифицирует детали, облегчает проектирование и ремонт станков.
Дополнительная классификация
Существует дополнительное разделение станков:
- по степени универсальности металлорежущее оборудование бывает универсальное и стандартное;
- для выполнения многих видов операций, обработки широкой номенклатуры изделий по размерам и форме: широкого назначения и узкопрофильное;
- для конкретного вида работ по изготовлению разных деталей существует специализированное оборудование;
- для четко указанных работ – предназначено для обработки одинаковых по конфигурации деталей, но с отличающимися размерами, например, коленвалов, корпусов редукторов.
- специальное – выполняет определенные операции с четко заданным видом детали по форме и незначительным колебанием размеров.
Универсальное станочное оборудование применяется в мелкосерийном производстве. Специализированные и специальные станки с высоким уровнем автоматизации востребованы в крупносерийном и массовом производствах, где изготавливаются крупные партии деталей.

Градация по весу
В соответствии с весом и размерами обрабатываемых заготовок станки делятся на следующие виды:
- особо тяжелые или уникальные (вес более 100 тонн);
- тяжелые (30–100 тонн);
- крупные (16–30 тонн);
- средние (1–10 тонн);
- легкие (до 1 тонны).
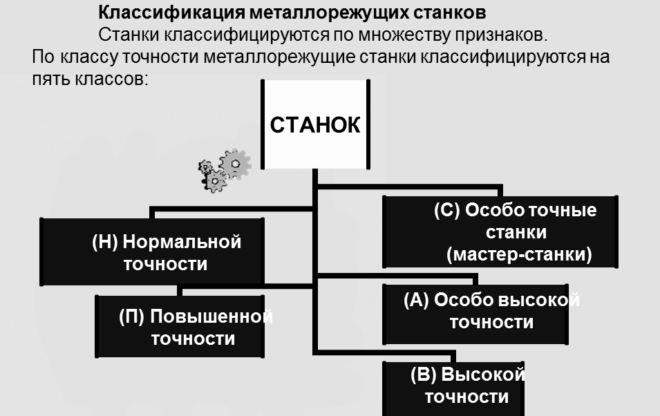
Разделение по классам точности
Все разнообразие металлообрабатывающих станков подразделяется по классу точности:
- нормальная – H;
- повышенная – П;
- высокая – B;
- особо высокая – A;
- особо точная (мастер-станки) – C.

Основная часть станочного оборудования предусматривает обработку по 6–9 квалитету точности. Станки, относящиеся к классу A, B и C имеют повышенные требования к условиям эксплуатации, это связано с их очень высокой точностью. Для их установки необходимы отдельные помещения с неизменной температурой и влажностью.
Металлорежущие станки не могут существовать без маркировки. Буква обозначения класса точности, кроме станков нормальной точности H, добавляется в маркировку. Например, 16К20П.
По степени автоматизации
Часто металлорежущие станки производят с дополнительной функцией автоматизации. В зависимости от степени автоматизации станки разделяются на такие виды:
- ручное управление;
- полуавтоматы, когда цикл обработки ведется автоматически, а оператор меняет заготовку и включает станок;
- автоматы, где непрерывно происходит множество рабочих циклов автоматически, без оператора, включая замену инструмента, загрузку и выгрузку деталей;
- станки с ЧПУ, они производятся с функцией быстрого изменения режимов работы корректировкой программы.

Современные металлорежущие станки производят с дополнительным оснащением, это ускоряет процесс обработки материала. Увеличить степень автоматизации в мелкосерийном производстве мастера могут при условии большего использования станков с числовым (цикловым) программным управлением (ЧПУ). В их маркировке присутствует буква Ф (Ц).
Цифровое обозначение за буквой указывает на тип управляющей системы:
- цифровая индикация Ф1 – система позволяет делать предварительный набор координат, цифровая индикация отображает в числовом выражении настоящее положение и перемещение подвижного узла станка;
- прямоугольная или позиционная система Ф2;
- контурная Ф3;
- универсальная Ф4 – объединяет контурную и позиционную обработку детали.
Принцип обозначения
Модели металлорежущих станков имеют оригинальное обозначение, в виде сочетания букв и цифр.
Установлен следующий порядок маркировки:
- начальная цифра – это принадлежность станка к группе;
- следующая составляющая показывает его тип;
- третья и четвертая обозначают характерный параметр (размер заготовки, габарит стола).
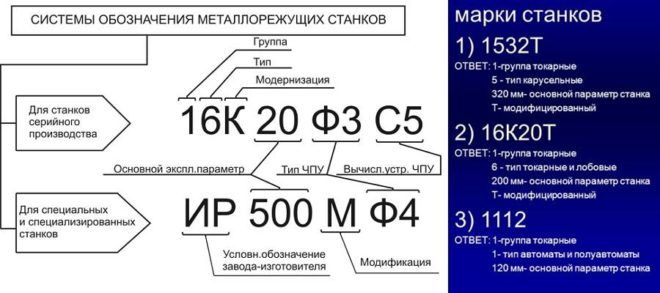
Буква за первой или второй цифрой указывает на модернизацию по основным параметрам. Любая буква, завершающая маркировку кроме A, C, B, H, M, П и Ф показывает проведенную модификацию с изменением конструкции узлов.
Буквы A, C, П, B являются обозначением класса точности. При появлении у станка инструментального магазина добавляется буква М.
Современные типы металлорежущих станков бывают разные. Для обозначения станков с ЧПУ используется Ф, ну а где есть револьверная головка, присутствует в конце маркировки Р.
Такие металлорежущие станки пользуются огромной популярностью у мастеров.
К примеру, обозначение 2Н135 говорит о том, что это вертикально-сверлильный станок второй группы, 1 типа с модернизацией Н. Предельный диаметр устанавливаемого сверла 35 мм.
