Изготовление станка, предназначенного для гибки профильных труб
Необходимость в устройстве, которые способно гнуть профильные трубы, возникает во многих случаях. Подобный инструмент необходим при обустройстве беседки, навеса, создании теплиц. Сегодня на рынке продаются гнутые трубы, однако высокая стоимость делает их покупку нерентабельной. Гораздо дешевле соорудить самодельный профилегиб и создавать гнутые профильные трубы самостоятельно.
Виды и особенности конструкции профилегибов
Станки, способные придавать изгиб профильным трубам, отличаются по конструкции от обычных инструментов. Профильные материалы обладают повышенной прочностью. Соответственно, для того чтобы их согнуть, необходимо приложить больше усилий.
Кроме того, обычно изгиб профильной трубы обладает большим радиусом. В связи с этим конструкция профилегиба включает в себя три ролика. Из них, в зависимости от предпочтений мастера, подвижным может быть:
- левый ролик;
- средний ролик;
- правый ролик.
В случае если подвижным является средний ролик, крайние элементы крепятся к корпусу неподвижно. Они слегка приподнимаются над плоскостью основания. В случае если подвижным является один из крайних роликов, то он движется вместе с основанием. Другие в это время остаются недвижимыми.
Принцип действия такого инструмента достаточно прост и основывается на холодном прокате. Профильная труба помещается между трема валами. Давление, которое сгибает металл, создается центральным, средним роликом. Если трубу необходимо согнуть только на одном конкретном участке, необходимо использовать специальный точечный станок. Прокатный станок позволяет получить арочный профиль.
В зависимости от того, за счет приложения какой силы работает станок, выделяют следующие виды профилегибов:
- механический. Изгиб создается за счет ручного давления;
- гидравлический. Дополнительно применяется гидравлический домкрат, при помощи которого и создается давление;
- электрический. Станок оснащен электродвигателем, который создает сгибающее усилие;
- электрогидравлический. Электродвигатель приводит в действие гидроцилиндр.
Если станок предназначен для труб небольшого сечения, подойдет инструмент с ручной протяжкой. В противном случае протянуть профиль будет невозможно без специальных приспособлений (к примеру, электродвигателя).
Какие материалы и инструменты нужны для изготовления трубогиба
На современном рынке представлено большое разнообразие инструментов, предназначенных для гибки профиля. Они отличаются как по возможностям и функциональности, так и по цене. Однако любой мастер может самостоятельно сделать такой станок, уплатив только за отдельные составные детали. Некоторые из них могут уже быть в запасе, другие придется купить.
Так, для создания станка, необходимо обзавестись:
- уголками;
- цепью;
- натяжителем цепи;
- заготовками для изготовления ролика и валов;
- швеллерами;
- подшипниками;
- корпусами подшипников;
- приводными звездочками;
- гидравлическим домкратом;
- ручкой приводного вала;
- пружинами (если будет использоваться домкрат);
- болтами и гайками.

Существует множество вариантов изготовления станков для гибки профильных труб. Некоторые из деталей, приведенных в перечне выше, могут не понадобиться. Все зависит от выбранного способа создания инструмента. Кроме материалов, понадобится также инструментарий. Для того чтобы создать станок мастеру понадобится:
- дрель (электрическая);
- аппарат для сварки;
- молоток;
- шлифовальная машина (угловая);
- сверла (для металла);
- рожковые и торцевые ключи.
Наиболее трудной задачей является изготовление нажимного ролика и приводных валов. Для их создания понадобится специальный токарный станок. Далеко не у каждого мастера есть такое оборудование. Однако можно найти токаря, который за умеренную плату сделают всю необходимую работу.
Процесс сборки
Перед началом сборки настоятельно рекомендуется создать чертеж будущего устройства. Это значительно облегчит задачу. Хотя сегодня существует большое количество готовых чертежей, лучше будет, если мастер создаст его сам, с учетом собственных потребностей.
Весь процесс создания трубогиба для профильной трубы своими руками состоит из следующих этапов:
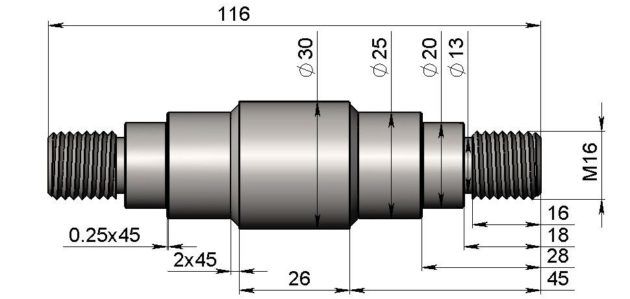
- Создание ролика и валов (в случае отсутствия должной квалификации лучше доверить это дело профессиональному токарю).
- Установка подшипников в обоймы.
- Определение расположения шпоночных канавок на валах.
- Просверливание отверстий в ограничительных насадках, нарезка резьбы, предназначенной для зажимных болтов.
- Создание площадки, на которую будет установлен прижимной ролик. В швеллере (если такового нет, подойдет толстая металлическая пластина) просверливается четыре отверстия (парных), за которые будут крепиться обоймы с подшипниками.
- Прикручивание прижимного вала.
- Приваривание к площадке проушины (используются гайки М8).
- Изготовление станины и опорных ног с применением сварочного аппарата.
- Подвешивание площадки, на которой установлен ролик, к станине при помощи пружин (использовать верхнюю поперечину станины).
- Просверливание отверстий в опорной раме. С их помощью будет обеспечиваться переменное расстояние между разными валами. В данном случае необходимо тщательно следить за расстоянием между отверстиями, поскольку в случае ошибки труба будет не только сгибаться, но и сжиматься.
- Установка опорных валов. Монтаж ведомой и ведущей звездочек, приводной цепи.
- Установка натяжителя, устранение провисания цепи.
- Создание ручки привода. В качестве исходного материала можно использовать стальной прут диаметром в двадцать миллиметров.
- Установка и фиксация домкрата на верхней площадке. Для фиксации можно использовать гайки и болты.
После сборки рекомендуется провести испытание, в ходе которого будут обнаружены ошибки сборки (если они были допущены). Для этого необходимо положить кусок профильной трубы на нижние валы, и прижать ее к ним домкратом. Далее необходимо привести устройство в действие при помощи вращения ручки.
Еще один вариант устройства
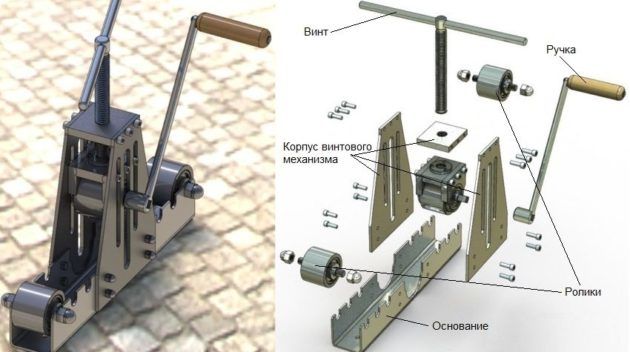
Создать станок для гибки профильной трубы своими руками можно другим способом. При этом понадобиться меньшее количество материалов. Можно будет обойтись и без дорогостоящего домкрата. Процесс создания более простого станка состоит из следующих этапов:
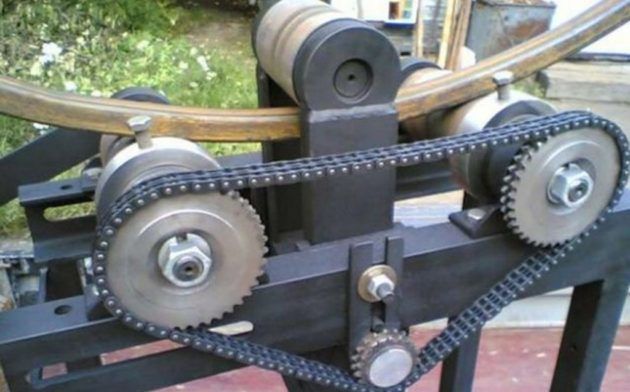
- Создание рамы, похожей на продольный стол. Для соединения элементов можно использовать сварку. При этом необходимо учитывать напряжение, которое будет оказываться на отдельные элементы устройства. Важно, чтобы каркас был устойчивым. Достичь этого можно путем крепления к полу.
- Крепление двух вращающихся валов чуть выше стола. Третий вал размещается еще выше, между первыми двумя. Расстояние между крайними валами и центральным элементом можно менять. Это повлияет на радиус изгиба. Однако важно чтобы оба крайних элемента были на одинаковом расстоянии от центрального вала. В дальнейшем этот параметр можно менять в зависимости от радиуса изгиба, который необходимо получить в конкретном случае.
- Крепление цепного привода.
Этот станок отличается более простой конструкцией. Однако работать с ним несколько тяжелее, нежели с предыдущим устройством. В любом случае после изготовления инструмента рекомендуется очистить его от ржавчины и покрасить. Это убережет станок для гибки труб от порчи.
Первый станок отличается большей доскональностью. Трубы, изогнутые на таком агрегате, будут иметь более опрятный вид. Кроме того, для обработки профиля придется применять меньше силы. Второй станок является более дешевым и простым в изготовлении. Однако качество изгиба может быть хуже. Какой инструмент изготовлять должен решить сам мастер, ориентируясь на свои потребности.
Таким образом, гибочные станки для профильной трубы можно изготовлять самостоятельно. Конечная стоимость таких инструментов будет ниже, нежели промышленных изделий, представленных на рынке. Для создания станка понадобятся определенные материалы и инструменты.
Существует большое количество чертежей подобных устройств, однако лучше будет, если мастер сам создаст чертеж, с учетом всех особенностей. Изготовить инструмент можно, ориентируясь на представленные выше инструкции.
