Какое оборудование и технологии используются при производстве пенопласта
Используемое при производстве пенопласта оборудование не отличается особой сложностью, но не может быть изготовлено самостоятельно. От технологии производства материала зависит итоговое качество продукции.
Требуемое оборудование
Для производства пенополистирола требуется определенный набор материалов:
- предвспениватели с парогенераторами;
- емкость для повторного вспенивания;
- приемный бункер;
- блок-формы;
- станки для нарезки;
- аппарат, перерабатывающий отходы;
- упаковочный агрегат.







Применение предвспенивателей
Предвспениватели предназначены для взбивания полистирольных гранул. На них воздействует пар, в результате чего материал приобретает необходимую плотность. Оптимальный показатель плотности для пенопласта составляет порядка 15 кг/м3.
Выбор предвспенивателя зависит от ряда параметров:
- производительность;
- наличие или отсутствие в составе материала парогенератора, бункера, дозатора;
- вместительность приемника гранул;
- что входит в состав материала (углеродистая или нержавеющая сталь);
- принцип работы (в непрерывном или циклическом режимах).
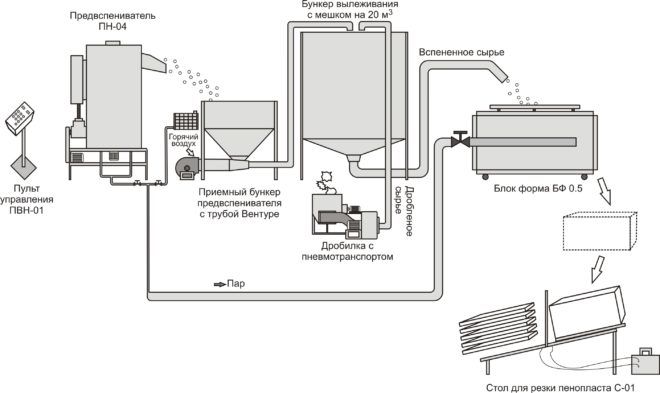
Принцип работы аппарата для вспенивания заключается в:
- загрузке полистирола в предвспениватель;
- создании внутри агрегата давления;
- воздействии разогретого до 1000С пара на полистирол;
- вспенивании обрабатываемого материала и увеличении его объема до нужного значения;
- отправке вспененного материала в сушильный блок.
Производство пенопласта чаще использует предвспениватели циклического типа.
Использование емкости для повторного вспенивания
Технология часто предусматривает необходимость вторичного вспенивания пенополистирола. Используется специальная емкость для вторичного вспенивания материала. В ней расположен мешок, в который помещается ранее вспененный материал. Назначение емкости в достижении пенополистиролом плотности 7 кг/м3.
Назначение приемного бункера
Важным элементом оборудования для производства пенопласта является приемный бункер. В нем хранится вспененное изделие с целью тщательного просушивания. В составе любого бункера имеется вентилятор, создающий внутри него необходимую температуру и влажность. В процессе обдува вспененных гранул происходит их наполнение воздухом. Оптимальная температура в блоке составляет порядка 200С. При ней изделие вылеживается 12 часов.
Технология повторного вылеживания схожа с описанной выше процедурой. Вторично вспененный пенопласт аналогичным образом загружается в контейнер для сушки и вылеживается там определенное количество времени.
Использование блок-форм
Просушенные пенопластовые гранулы пневмотранспортом доставляются в специальный агрегат для формирования блок-форм.
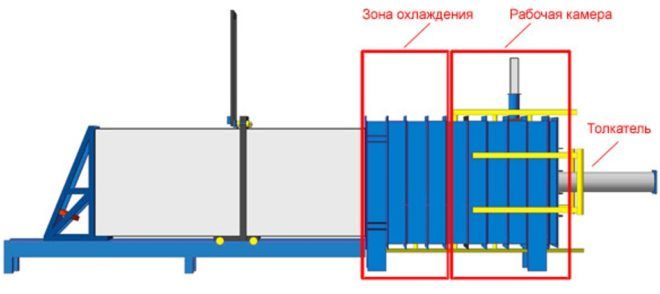
Блок-форма представляет собой контейнер с поступающими в него гранулами. После загрузки пенопласта блок-формы закрываются.
Внутри блок-формы имеется подающий клапан, через который она заполняется паром. Первоначально подается горячий пар, под действием которого гранулы вспениваются и склеиваются, образуя монолитный блок.
На завершающем этапе блоки обрабатываются уже охлажденным воздухом. Охлаждение происходит за счет откачивания ранее нагретого воздуха встроенным внутри блок-формы насосом вакуумного типа.
Требуется 24 часа, чтобы получившиеся монолитные блоки пенопласта пролежали внутри контейнера, в котором создается комнатная температура.
Применение нарезающих станков
Получившиеся блоки пенополистирола отправляются в специальный аппарат для нарезки. Подобные станки способны нарезать блоки в обеих плоскостях: вертикальной и горизонтальной.
Нарезка изделий происходит в двух режимах. Все зависит от типа применяемого оборудования и его сложности. Чаще используется автоматический режим управления.
На блоке управления устанавливается требуемый режим, и на выходе получаются ровные нарезанные блочные изделия. Ряд моделей нарезающих станков не имеют автоматического управления и требуют участия в процессе оператора.
В состав автоматических станков входят элементы:
- режущий элемент;
- электронная система управления.
Режущий элемент представляет собой стальные струны, нагретые до высокой температуры. Они нарезают блоки на части заданной формы и размера. Струны для агрегата делают из тугоплавкой стали.
Система управления позволяет в автоматическом режиме настроить нужный размер нарезаемых блоков, температуру струн режущего элемента, их скорость движения при нарезании.
Некоторые станки оснащены дополнительными компонентами:
- торцевыми пилами, с помощью которых выполняется шпунтование;
- дальномерами;
- трансформаторами, нагревающими режущие струны.

Производство наличников, плинтусов, шиферных утеплителей потребовало создания специальных нарезающих станков, работающих в формате 3D. Процесс нарезки изделий регулируется при помощи специальной компьютерной программы. Стоимость подобных 3D-станков значительно превышает стоимость стандартных автоматических аппаратов.
Перерабатывающий отходы аппарат
В состав оборудования по производству пенопласта входит аппарат, перерабатывающий отходы. Для производства пенопластовых изделий характерен безотходный принцип. Поврежденные при производстве блоки не выкидываются, а направляются в специальный контейнер. В контейнере происходит дробление изделий на отдельные гранулы. В качестве дробильных устройств выступают молотки.
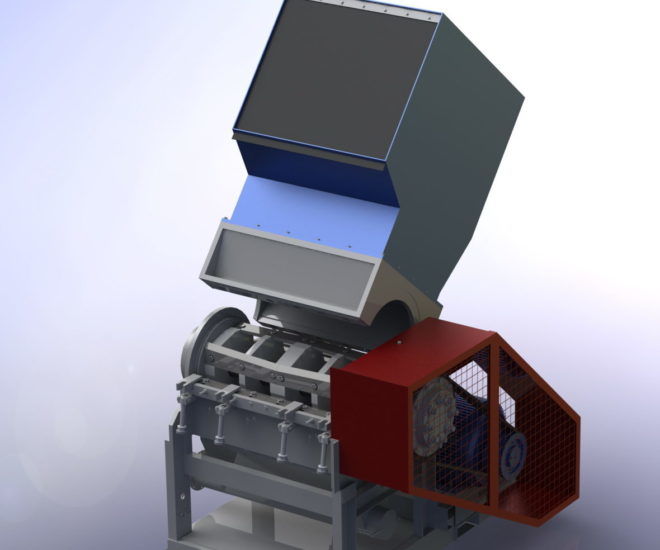
После дробления гранулы помещаются в пневмотранспорт и попадают в блок-форму, в которой происходит повторение процесса производства монолитного пенополистирола. Технология предусматривает использование в блок-формах только 10% сырья, направленного на переработку. Остальные 90% сырья являются первичными.
Упаковочный агрегат
На заключительном этапе изготовления пенопласта происходит упаковка созданных монолитных блоков. Применяется специальная упаковочная машина, заворачивающая изделия в полиэтиленовую пленку. В ней изделия отправляются на склад для хранения. В качестве альтернативы полиэтилену используют термоусадочную пленку.
Стоимость оборудования
Примерная стоимость основного оборудования и дополнительных элементов к нему можно выразить в виде таблицы.
| Вид | Количество, в штуках | Стоимость, руб |
| Предвспениватель | 2 | 160000 |
| Приемный бункер | 1 | 15000 |
| Блок-форма с электрическим приводом | 1 | 125000 |
| Режущий станок | 1 | 20000 |
| Парогенератор | 1 | 85000 |
| Сушильный вентилятор | 1 | 20000 |
| Дробилка | 1 | 55000 |
| Пароаккумулятор | 1 | 90000 |
| Вакуумный насос | 1 | 50000 |
| Мешок вылеживания | 2 | 16000 |
| Пневмотранспортные трубы | набор | 24000 |
Приблизительная стоимость полного комплекта составляет 660000 рублей.

Минимальный комплект обойдется на 30-50% дешевле. Можно приобрести оборудование для производства пенопласта, бывшее в употреблении. Аппараты приобретаются по их себестоимости с вычетом амортизации.
На новые аппараты китайского и российского производства устанавливается минимальная гарантия в 1 год.
Этапы производственного процесса
Производственный процесс по созданию пенопластовых блоков занимает несколько суток. Большая часть времени уходит на просушивание вспененных изделий.
Производство включает в себя последовательные этапы:
- подготовка сырья (при необходимости в состав гранул добавляется состав, препятствующий их воспламенению);
- воздействие на гранулы горячего пара (вспенивание);
- просушивание увеличенных в процессе вспенивания гранул и удаление из них лишней влаги;
- отправление сырья на вылеживание (12 часов);
- закладывание сырья в формы в виде специального блок-контейнера;
- интенсивное нагревание блоков с созданием высокого давления (10 минут);
- охлаждение получившихся пенопластовых плит;
- нарезание плит специальным станком струнного типа на блоки необходимой формы и размера;
- помещение плит на склад с целью удалить остатки влаги (до 1 месяца).

В последнюю очередь проводится переработка оставшегося сырья. С целью экономии активно перерабатывается сырье других производителей пенополистирола.
В процессе переработки необходимо учитывать, что только 10% от общей массы сырья могут составлять производственные отходы.
Особенности производства экструдированного пенополистирола
Технология создания указанного сырья имеет ряд отличий от стандартной схемы. Главное отличие – в использовании экструдера. Он представляет собой аппарат с формирующими фильерами, через которые проходит полистирольный состав.
Вспенивание сырья происходит в азотной среде путем смешивания пенопластовых гранул со специальным реагентом.
