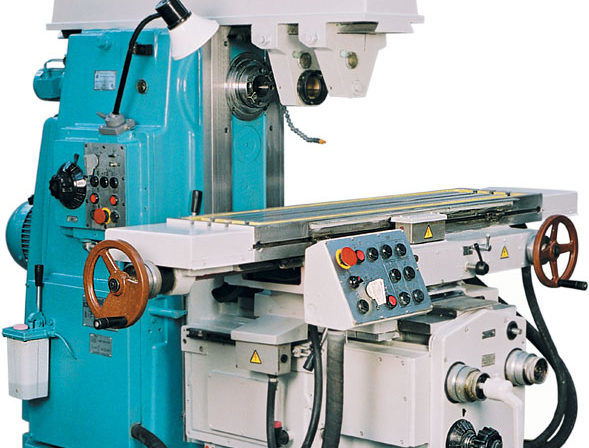
Описание параметров горизонтально-фрезерного станка 6р82
Станок 6р82 способен фрезеровать изделия как из чугуна, так из стали и цветных металлов. Его функционал довольно широк, и позволяет обрабатывать изделия не только торцевыми, дисковыми, но и пальцевыми, концевыми фрезами. Данная техника используется в процессе индивидуального и серийного производства.
Преимущества и характеристики
Производство консольно-фрезерных станков 6р82 началось в начале 70-х годов прошлого столетия. Данная модель была выпущена взамен предыдущего устройства и была призвана усовершенствовать процесс проведения фрезеровочных работ.

К главным преимуществам этой техники относят:
- простота в управлении при выборе скоростных режимов и подач при помощи одного поворота лимба;
- работа агрегата по принципу постоянного тока, с помощью которого происходит его остановка;
- возможность включения и выключения шпинделя единой кнопкой;
- удобное расположение кнопки включения и выключения, а также рукоятки с левой стороны аппарата.
Удобство при работе на данном агрегате заключается и в том, что в процессе работы его рычаги движутся в одном направлении вместе со столом, на котором он располагается. Это заметно облегчает работу мастера особенно на горизонтально-фрезерных станках 6р82.
Главные технические характеристики аппарата заключаются в следующем:
- 6р82 соответствует классу Н по критерию точности;
- рабочая поверхность (стол) агрегата имеет размер 1250 мм в длину и 320 мм в ширину;
- шпиндель устройства оснащен 18 скоростями, благодаря которым он может совершать свыше 1500 оборотов в одну минуту;
- рекомендуемое для работы напряжение составляет 380 В;
- для работы горизонтального консольно-фрезерного станка рекомендуется сила тока двигателя в 63 А;
- в состав оборудования станка входит насос, производящий 22 л/мин охлаждающей жидкости и имеющий мощность 0,13 кВт;
- установка имеет 2 двигателя, один из которых двигатель (4А90L4УЗ) мощностью 2,1 кВт, другой – 4А132М4УЗ с мощностью 7,4 кВт.

Помимо указанных механизмов аппарат содержит вспомогательное оборудование в виде:
- прерывистой автоподачи, предназначенной для продольного направления;
- выключающих упоров;
- раздельной блокировки включения подач;
- режима блокирования как ручной, так механической подачи.
Рабочая поверхность такого устройства может передвигаться продольно на 801 мм, поперечно на 249 мм.
Аппарат может обрабатывать рамки, пазы, зубчатые колеса, углы.
Структура станка 6р82
Устройство агрегата включает в себя описание следующих его элементов:
- 3 коробки (подач, скоростей и переключения);
- станина;
- консоль;
- электрическое оборудование;
- стол с салазками.
При помощи коробки подач мастеру предоставляется возможность выбора возможных подач. С помощью нее рабочий стол вместе с салазками и консолями могут быстро перемещаться. Коробка имеет выходной вал, который при переключении скоростей начинает вращаться благодаря двум муфтам (предохранительной и кулачковой) и втулке, соединенной с валом и кулачковой муфтой.
Коробка скоростей находится внутри станины станка. Упругая муфта соединяет ее и выходной вал.
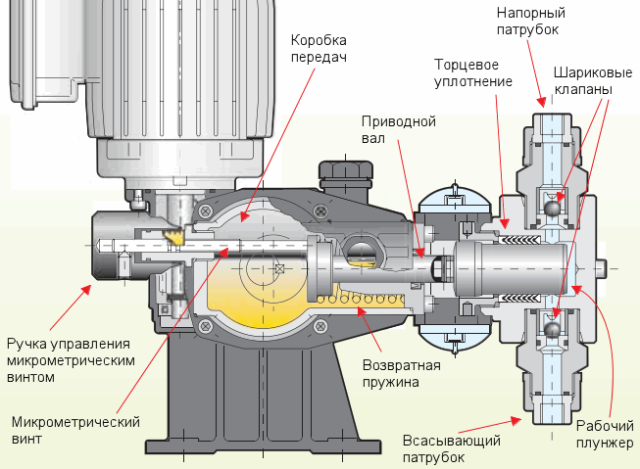
Благодаря плунжерному насосу происходит смазывание коробки скоростей. Сам насос начинает работу при помощи эксцентрика. Насос в состоянии производить порядка 1,9 литра масла в минуту, которое поступает в него при помощи специального фильтра. Над самой коробкой скоростей аппарата имеется трубка, с отверстиями, из которых при работе агрегата разбрызгивается масло, смазывающее те части коробки, что не обрабатываются маслом из плунжерного насоса.
Коробка переключения скоростей смазывается тем же маслом и от тех же механизмов, что и коробка скоростей. Важно, чтобы эта коробка была хорошо смазана, так как в процессе работы риску вывода из строя особенно подвержены ее вилки переключения. Важность правильной эксплуатации и смазки механизма в том, что благодаря нему у мастера есть возможность менять скорости вращения вала, не прибегая к прохождению промежуточных ступеней.
Станина служит базой агрегата, на которой крепятся все другие его элементы. Необходимо прочное основание для станины. Наилучшим материалом для нее является чугун.
Консоль объединяет узлы подач устройства. Она содержит зубчатые колеса и валы, при помощи которых движение передается от коробки к винтам поперечной, продольной, вертикальной подач. В ее составе имеется устройство включения хода и электродвигатель подач. С помощью консолей можно включать вертикально-поперечные подачи.
При помощи электрического оборудования можно делать наладку станка, а также осуществлять управление от рукояток.
Стол вместе с салазками обеспечивает продольно-поперечные перемещения стола.
Отличие других видов 6р82 от данной модели
В настоящее время фрезерный станок 6р82 представлен 5 модификациями, среди которых:
- широкоуниверсальные агрегаты;
- вертикальные консольно-фрезерные устройства;
- горизонтальные устройства;
- бесконсольно-фрезерные аппараты;
- универсальные консольно-фрезерные станки.
Каждый из пяти видов аппаратов имеет характерные отличия. Широкоуниверсальные устройства, как и универсальные, имеют горизонтальный шпиндель. Но их отличие в том, что в качестве дополнения к ним прилагается шпиндельная головка, способная вращаться вокруг оси как горизонтально, так и вертикально. Благодаря этому мастер может обрабатывать больший объем изделий по сравнению с другими модификациями.
Рабочая поверхность универсальных аппаратов может настраиваться под определенный угол. Горизонтальные агрегаты имеют шпиндель, который четко зафиксирован в горизонтальном положении. При этом рабочая поверхность такого аппарата движется перпендикулярно оси шпинделя в вертикальном и горизонтальном направлениях.
Из-за отсутствия консолей в бесконсольных механизмах шпиндель в них может двигаться только вертикально, как и его расположение. Рабочая поверхность такого агрегата может двигаться только продольно или поперечно.
В вертикальных фрезерных станках шпиндель располагается вертикально, как и в бесконсольных моделях. В ряде модификаций он может поворачиваться. Рабочий стол вертикальных устройств может быть перемещен мастером как вертикально, так и горизонтально с перпендикулярным расположением относительно оси шпинделя.
