Оборудование и материалы для производства искусственного камня
Технология и оборудование для производства искусственного камня существует уже более 50 лет. Калиброванные изделия из цементно-песчаных или гипсовых смесей любой фактуры поверхности получили название искусственного или декоративного камня. Он используется во всех сферах строительства: от сооружения заборов, мощения дорожек и до внутренней декоративной отделки.
Преимущества искусственного камня
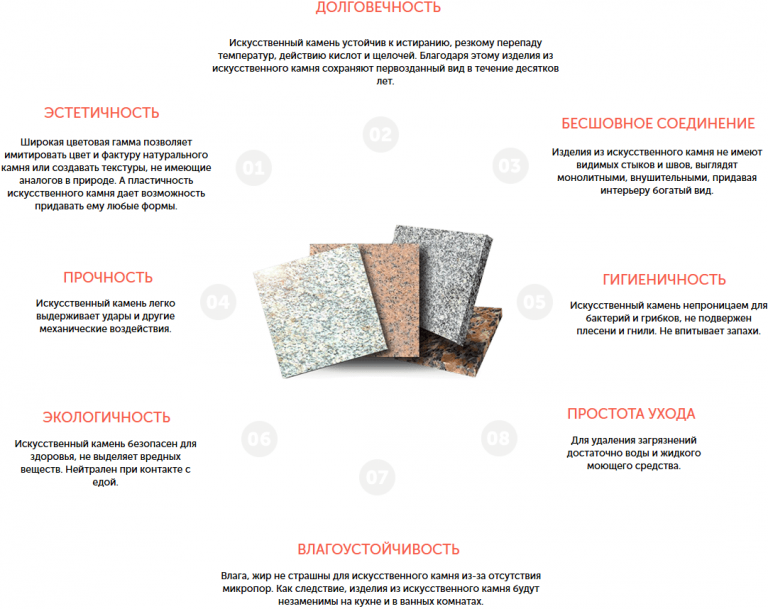
Главное преимущество искусственного камня перед натуральным – это дешевизна и однотипность изделий, что облегчает их монтаж. Новейшие технологии с использованием оборудования для аэрографии позволяют наносить на поверхность камня рисунок, максимально точно имитирующий природную фактуру.
Простота технологии изготовления искусственного камня, доступность материалов и оборудования для организации производственного процесса плюс востребованность продукции на строительном рынке являются главными факторами, позволяющими начинающему предпринимателю начать собственный бизнес с минимальным риском.
Предприниматель не ограничен выбором размеров и фактур производимого камня. Для каждого типа продукции найдется своя ниша на рынке. На первом этапе необходимо разобраться с минимально необходимым набором оборудования и материалов, которые нужны для начала собственного производства.
Производственное помещение
Для производства, в первую очередь, необходимо подготовить помещение, в котором будет размещаться оборудование и храниться готовая продукция. В идеальном варианте оно должно состоять из 3-х отдельных частей:
- основное производственное помещение;
- склад для хранения готовой продукции;
- склад для расходных материалов.

Рабочий цех, в котором размещается производственное оборудование, должен иметь площадь не менее 50 м2 и быть отапливаемым.
Пространство необходимо для комфортного передвижения рабочих и удобного размещения оборудования. Чтобы в зимнее время раствор не промерзал, температура воздуха в цеху не должна быть ниже 00C. Оптимальный диапазон – 15–250C.
В производственное помещение подводится водопровод и электрокоммуникации с напряжением 220–380 В для подключения оборудования.
Складские помещения должны сообщаться с производственным цехом. Отапливаемый склад готовой продукции оснащается принудительной вентиляцией. Температура воздуха в нем поддерживается на уровне 15–250 C. Площадь склада рассчитывается в зависимости от планируемого объема выпускаемой продукции.

Способы производства
Существует несколько способов производства декоративного камня. Наиболее простой и доступный – это вибролитье. Вибропрессование в основном используется для производства тротуарной плитки, шлакоблоков. Для организации полноценного производства понадобится закупать дорогое оборудование. Есть ручные вибропрессовальные установки, но их используют для производства камня для собственных нужд в небольших объемах.
Производство вибропрессованием более дешевое по себестоимости расходных материалов и затратам электроэнергии.
Кроме самого оборудования для производства камня, эти технологии отличаются:

- свойствами продукции;
- фактурой поверхности;
- возможностью изготовления элементов сложных форм.
Камень, изготовленный вибропрессованием, имеет специфическую «необработанную» поверхность, а формы ограничены монолитным небольшим размером.
Вибролитье отличается большими декоративными возможностями и дает гладкую лицевую поверхность камня. Этим способом изготавливаются элементы декоративного качества, заборные секции, столешницы.
Камень, выполненный вибролитьем, хорошо шлифуется и окрашивается.
Оборудование для производства вибролитьем
Для производства искусственного камня вибролитьем не используется высокотехнологичное и дорогостоящее оборудование. Многие умельцы основные рабочие агрегаты изготавливают собственноручно:
- вибростол;
- бетономешалка или растворосмеситель;
- вибросито;
- точное весовое оборудование для дозирования пигментов, пластификаторов;
- рабочие столы или верстаки;
- пластиковые емкости для дозирования воды и сыпучих материалов;
- пластиковые формы для отливки камня;
- деревянные поддоны для укладки заполненных форм;
- ручной инструмент (ковшики, мастерки, шпателя, мастерки, тачки).
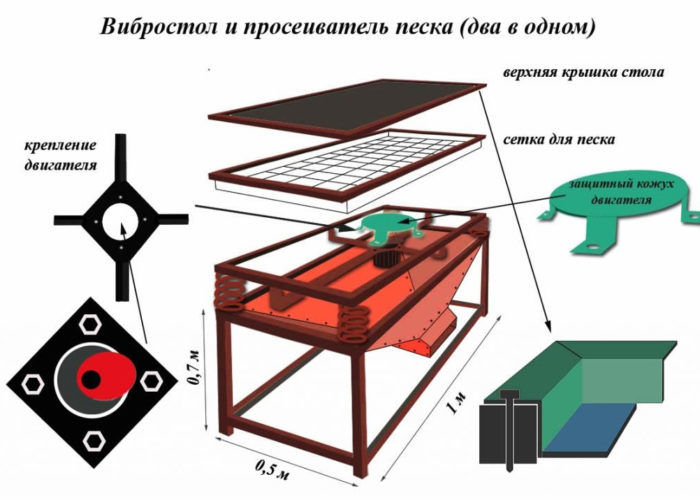







Вибростол используется для удаления воздушных пузырьков из раствора в литьевых формах и его уплотнения. Если форма имеет мелкий рисунок, на вибростоле достигается полноценное проникновение раствора во все его детали.
Вибростолы часто изготавливают самостоятельно. В зависимости от расположения двигателя с эксцентриком и их количества, вибростолы бывают 2-х видов: с вертикальной и горизонтальной вибрацией.
Вибросито используется для отделения от сыпучих материалов крупных фрагментов. Для изготовления качественного камня сырье должно быть однородным. Если камень будет подвергаться шлифовке, то в местах крупных фрагментов будут появляться изъяны. Оборудование комплектуется разными видами сеток, которые различаются калибровкой ячеек.
Строительный миксер (растворосмеситель или бетоносмеситель) – это устройство для изготовления декоративного камня, которое покупается или берется в аренду. Качество раствора зависит от тщательности и равномерности перемешивания ингредиентов.

Самостоятельное изготовление форм
Полиуретановые формы закупают, так как для непрерывного производственного цикла понадобится от 50 и более однотипных матриц. Но для эксклюзивных элементов можно изготовить их самостоятельно:
- из гипса создается мастер-модель;
- затем изготавливают короб из листового металла или дерева по размерам модели;
- модель фиксируют в коробе и заливают полиуретановым составом Пор-А-Молда;
- через сутки застывшая форма с отпечатком мастер-модели застывает. Ее снимают и используют для отливки камня.
Со временем поверхность форм изнашивается, и наборы обновляют, закупая или изготавливая новые.
Необходимое сырье для производства
Искусственный камень изготавливают из цементно-песчаной смеси с добавлением мелкофракционного щебня (для тротуарной плитки) или из гипсополимерных смесей.
Для производства понадобятся такие материалы:
- цемент;
- щебень;
- песок;
- гипсополимер;
- химические составы (пластификатор, красящее пигменты, масло для форм и кислота для их чистки);
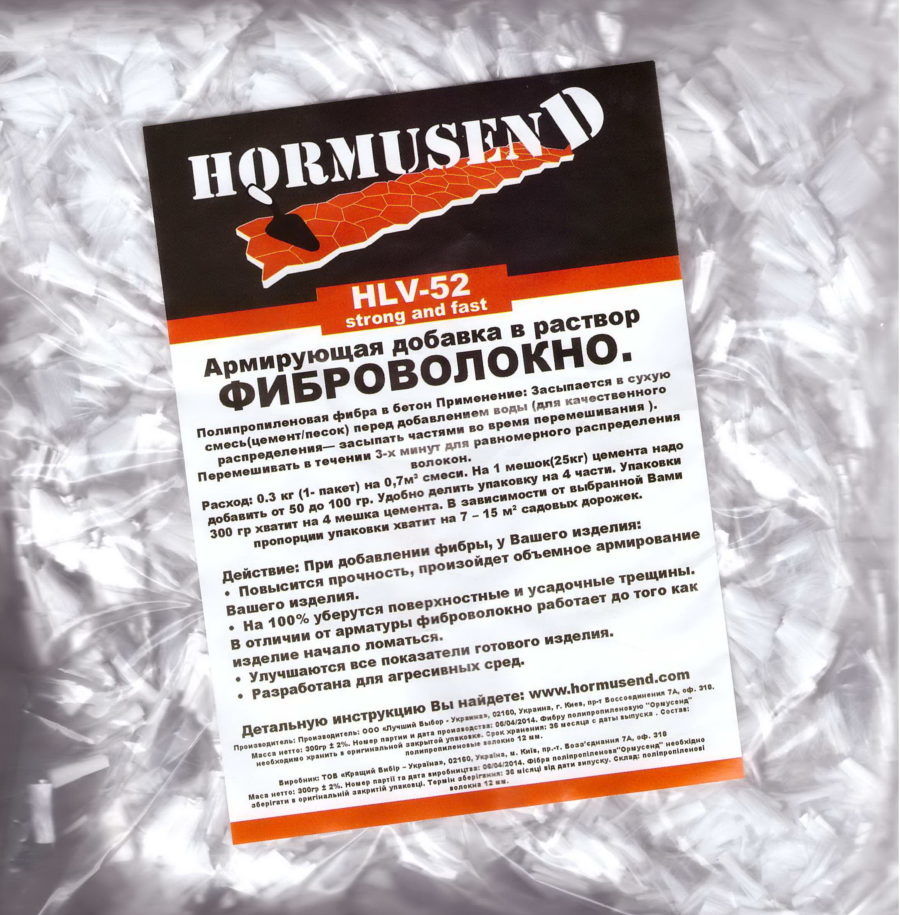
- фиброволокно;
- армирующая металлическая сетка.








Используется серый или белый цемент, в зависимости от вариантов окраски камня. Серый цемент используют для окрашивания в массе, а белый используют для поверхностного нанесения рисунка.
Гипсополимер – это смесь гипса и полимера, за счет чего снижается хрупкость, повышается водостойкость, увеличивается прочность на изгиб.
Монохромные изделия получаются при окрашивании в массе. При помощи нанесения краски компрессором, кисточками или оборудованием для аэрографии на лицевую поверхность готового элемента достигается создание природного рисунка, имитирующего натуральные материалы. Такая техника требует большого опыта.

Рабочий персонал
Для налаживания непрерывного процесса, который включает разработку рецептуры, производство искусственного камня, упаковку и менеджмент, предпринимателю необходимо подумать о штате сотрудников.

Технолог, помимо разработки технических условий, занимается изготовлением новых моделей и форм, подбирает оборудование и контролирует качество выпускаемой продукции.
Непрерывный рабочий процесс обеспечивается двумя или тремя бригадами по 4 чел. в каждой.
Упаковщики обеспечивают формирование готовых поддонов на складе и правильное их хранение, а менеджеры обеспечивают сбыт продукции.
Функцию начальника производства начинающий предприниматель обычно выполняет сам, контролируя работу всех сотрудников и занимаясь закупкой сырья.
Технология производства
Технология производства искусственного камня вибролитьем включает такие этапы:
- подготовка смеси;
- добавка красителя;
- заливка смеси на половину формы;
- встряхивание на вибростоле;
- процесс армирования;
- заливка второго слоя смеси;
- повторное встряхивание на вибростоле;
- перенос форм в сушку.
Песок просеивается на вибросите. Раствор готовится из одной части цемента, трех частей песка и одной части воды. Вначале в бетоносмесительное оборудование заливается вода, затем добавляются сухие ингредиенты, пигменты и пластификатор. Готовая смесь должна иметь густоту сметаны.
При изготовлении цветного искусственного камня для удешевления производства формовочная смесь замешивается в двух бетономешалках. В одной приготавливается цветной раствор, в другой – обычный. При заполнении формы первой закладывается подкрашенный состав, а вторым слоем заливается обычный.
После заливки первого слоя в форму закладывается армирующая сетка. Фиброволокно добавляется в смесь в процессе замешивания.
Для лучшего сцепления камня с раствором и отделываемой поверхностью, на свежезалитом бетонном растворе наносятся полосы шпателем-гребенкой.
Раствор застывает в течение 12 часов. Формы укладывают на поддоны через прокладки штабелем. После высыхания получившийся искусственный камень извлекают из форм и раскладывают в помещении склада до окончательного приобретения бетоном прочности.
После извлечения камня формы отмывают от остатков раствора. Засохшие наплывы удаляются соляной кислотой. Перед повторным использованием форм для изготовления искусственного камня их поверхность смазывают специальным маслом.

Оборудование для производства столешниц
Изготовление столешниц относится к высокотехнологичному производству. Для его организации понадобится более дорогостоящее оборудование, которое представляет собой готовые линии. Если возникла идея освоить этот процесс самостоятельно, то в довесок к указанному оборудованию для вибролитья необходимо приобрести:
- фрезер;
- шлифовальную машину;
- лобзик.


При самостоятельном изготовлении столешниц особое внимание уделяется армированию залитого материала, качественной фрезеровке и шлифовке. Чтобы получить гладкую поверхность, в раствор добавляют сыпучие материалы, пропущенные через самую мелкую сетку вибросита.
