Виды и схемы сборки осциллятора своими руками
Сварочный инвертор стараниями умельцев трансформируется в полуавтомат, работающий в среде защитных газов. Добавление собранного своими руками осциллятора превращает сварочный аппарат в профессиональное устройство ювелирной сварки цветных и тонколистовых металлов.
Зачем нужен самодельный осциллятор
Осциллятор как генерирующее устройство способен работать на постоянном и переменном токе. Предназначение прибора – возбуждение сварочной дуги без контакта электрода с объектом сварки и стабилизация горения. Вид электрода: вольфрамовый наконечник горелки или стандартный в обмазке – не имеет значения. Эффект достигается трансформацией сетевого тока в частотные импульсы высокого напряжения, с характеристиками параметров:
- Напряжение сети 220 В – напряжение на выходе – 2,5–3 тыс. В;
- Частота тока 50 Гц – частота на выходе – 15–30 тыс Гц;
- Мощность осциллятора – 250–400 Вт.
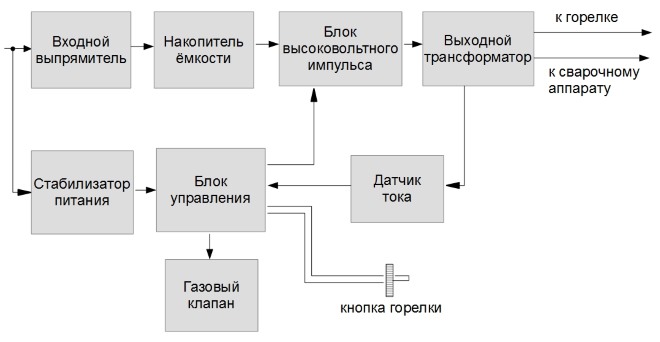
Принцип работы самодельного осциллятора, включённого в схему сварочного устройства с долей упрощения:
- Подача сетевого напряжения на сварочное устройство;
- Напряжение проходит обмотки повышающего трансформатора и начинает заряжать конденсатор колебательного контура;
- Конденсатор-накопитель аккумулирует высокочастотное высоковольтное напряжение разряда;
- Параллельно блок управления системой открывает газовый клапан;
- Блок управления высвобождает импульс при наполнении ёмкости конденсатора на разрядник, происходит пробой;
- Колебательный контур закорачивается, возникают резонансные затухающие колебания, идущие на сварочную дугу;
- Предохранитель при пробое конденсатора размыкает электрическую цепь;
- При падении напряжения формируется следующий разряд;
- Дуга вспыхивает в облаке газа в 3–5 мм над деталью;
- При разрыве дистанционного контакта схема управления дублирует импульс поджога дуги.
Сварочный осциллятор своими руками – компоненты
В сети масса принципиальных схем осцилляторов для сварочного устройства. Представлены оба типа: последовательного и параллельного подключения. Масса аргументов в пользу каждого. Собрать осциллятор – полдела. Сложности подстерегают при настройке и эксплуатации.
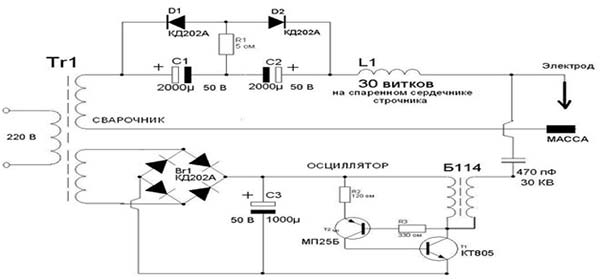
Устройство состоит из нескольких блоков. Колебательный контур в качестве искрового генератора затухающих колебаний состоит из 2 элементов: конденсатор и подвижная обмотка трансформатора высокой частоты – катушка индуктивности.
Повышающий трансформатор устройства собирается на базе понижающего с 220 до 36 В, с П-образным сердечником. Для создания длинной магнитной линии убирается 50% пакета железа. Обмотка первого керна мотается по типу сварочной – получаем падающую характеристику.
Повышающая обмотка второго керна рассчитывается на получение 1000 В. Недостаток витков вынудит постоянно накручивать разрядник. Увеличение количества витков приведёт к улучшению поджога дуги в разряднике. Перебор намотки приводит к активизации роста перегрева катушки.
Дросселей 2 шт. при параллельной схеме, по 1 на трансформатор.
Изготовление разрядника из утолщённых эррозионностойких вольфрамовых стержней WR-3 на медных прутках требует привлечения механизма регулировки. Оптимум зазора по щупу – 0,08 мм. Требуется заливка быстротвердеющим диэлектриком. В качестве упрощения используют свечи зажигания, ионизаторы воздуха.
Выходной трансформатор соединяется линией обратной связи с датчиком тока.
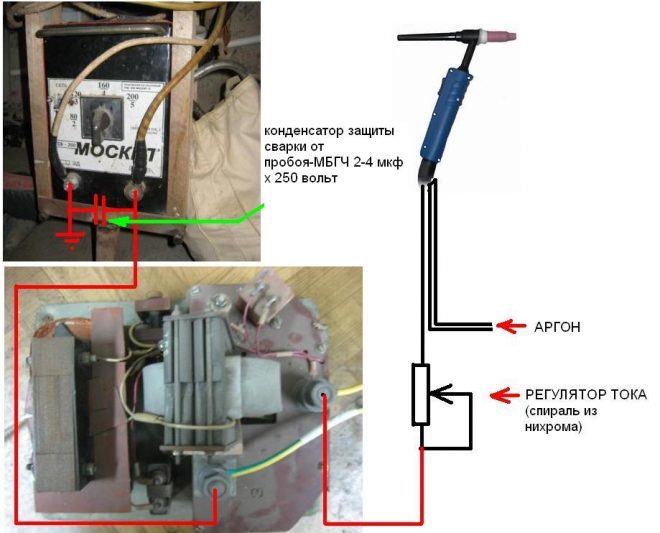
Блокировочный конденсатор пропускает только ток высокой частоты. Низкочастотный ток сварочного аппарата блокируется, что предупреждает короткое замыкание осциллятора.
Выбираем тип сварочного осциллятора
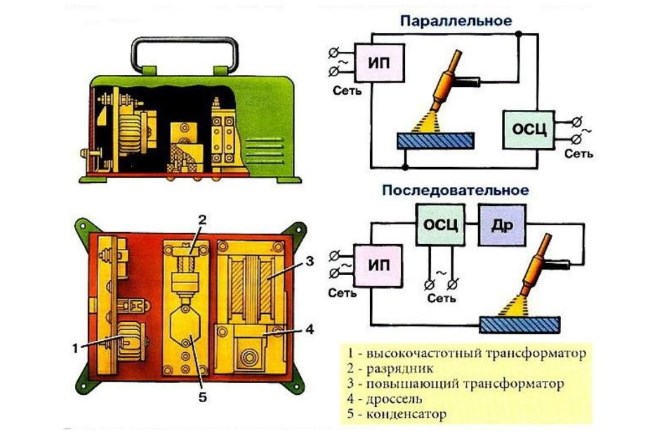
Задумав собрать сварочный осциллятор своими руками, определимся со схемой включения. Последовательное либо параллельное подключение, тип функционирования устройства: импульсная разрядка или непрерывное действие прибора.
Устройства непрерывного действия подключаются параллельно и последовательно. В большинстве таких осцилляторов устанавливается выпрямитель. Превалирует последовательная схема – высокое напряжение не поразит сварщика.
Выгоды последовательного подключения: достаточно одного трансформатора. Первичная обмотка дополнена парой сглаживающих конденсаторов и предохранителем. Вторичная – разрядником и колебательным контуром.
Импульсное устройство используется на сварочных аппаратах переменного тока. Смена полярности инициирует очередное зажигание дуги за счёт синхронизации цикла последовательности действий:
- Активизация зарядного устройства;
- Накопление заряда конденсатором;
- Обесточивание дуги при прохождении нулевой отметки перемены полюса;
- Разряжение конденсатора с подачей энергии в дуговой промежуток.
Сварочные устройства цикличной полярности рекомендованы для сварки сплавов алюминия. Нержавеющие стали и цветные металлы варятся преимущественно при постоянном токе.
Предупредим ошибки при изготовлении осциллятора
При пошаговом следовании надёжной схеме и качественной сборке, результативного удержания дуги не происходит. Причина – в перегрузке сети. Вместо заявленных 220 В, доходит 190–200 В. Автотрансформатор решит проблему.
Экономия на дросселе. С разрядника идёт череда затухающих ВЧ-колебаний, превышающих киловольт. Вторичная обмотка без дросселя получит между витками до 50 В. Виток приобретает вид короткозамкнутого. Мощность сети пойдёт на нагрев.
Чтобы не сжечь сварочное устройство целиком, озаботимся установкой дросселя. Кроме изолирующих прокладок при намотке, пропитаем витки бакелитовым лаком.
Частота тока в рамках 150–300 кГц безопасна. Если тело сварщика рассматривать как проводник, поверхностный эффект протекания ВЧ-тока не затрагивает внутренние органы. Но ожог кожи получить кому хочется? Работаем только при надёжном заземлении. Удар при 10 кГц весьма чувствителен.
Пообщайтесь со специалистами по соответствию вашей схемы нормам безопасности. Эксперты оценят схемотехнику на предмет проникновения НЧ-тока на электрод. Предостерегут, если сборка осциллятора небезопасна.
Обязательно вхождение в состав блока колебательного контура блокировочного конденсатора.
