Характеристики патрона для токарного станка
Точность и качество обработки на токарном станке во многом зависит от установленного патрона. Патрон для токарного станка по дереву обеспечивает закрепление заготовки штучного или пруткового типа и передает основное движение резания.
Обработка с высокими скоростями резания требует от патрона высокой точности центрирования и надежности крепления заготовки.
Разновидность
Патроны отличаются по конструкции в зависимости от функционального и технологического назначения.
Классифицируют токарные патроны по нескольким признакам:
- Способ крепления к станку: на фланец шпинделя, с использованием переходного фланца, прямо на шпиндель станка.
- Установка кулачков: с независимым перемещением, с установкой непосредственно на фланце шпинделя.
- Принцип закрепления заготовки: ручной, механизированный (с гидравлическим или пневмоприводом).

Использование механизированного привода снижает затраты вспомогательного времени на установку и закрепление заготовки. Привод обеспечивает точное положение заготовки и центрирование при установке, такой механизм способствует повышению точности обработки.
Токарные патроны имеют разное количество кулачков. Они могут быть 2, 3 и 4 кулачковыми. Кулачки находятся в непосредственном контакте с заготовкой при работе, удерживают ее в одном положении. Бывают прямые и обратные.
Дерево (заготовка) фиксируется за наружную поверхность или отверстие для деталей в виде тел вращения, за наружные грани крепятся призматические детали.
Патрон является сложным технологическим изделием, сборной конструкции. При изготовлении сборочных единиц используются различные материалы. Корпус выполняется из серого чугуна марки СЧ 30. Материалом для деталей служит инструментальная сталь с высоким пределом прочности и термической обработкой. Шероховатость на рабочих поверхностях не выше 1,6.
Классификация
В зависимости от конструктивного исполнения токарные патроны бывают:
- рычажные;
- самоцентрирующиеся;
- клиновые;
- цанговые;
- мембранные.





Рычажный вид
Едва ли не самая популярная конструкция. Действие механизма основывается на перемещении кулачков и зажимов за счет подвижности двухплечего рычага. Наличие гидропривода позволяет оптимизировать конструкцию.
К основной характеристике устройства относится количество зажимов для закрепления кулачка и способность к смещению по рабочему диску. Настроить такой патрон достаточно сложно, особенно при нестандартной обработке.
Переналадка происходит по двум схемам:
- Независимая регулировка кулачков – операция трудоемкая и выполняется не для каждой конструктивного типа патрона.
- Синхронное перемещение кулачков ключом.
Для проведения наладки специальный ключ устанавливается в паз для настройки гидропривода.
При работе с устройством подобного типа отмечается небольшой люфт детали при вращении. По этой причине рычажные конструкции чаще используются при черновой обработке.
Самоцентрирующийся вид
Заготовка центруется в патроне за счет одновременного перемещения кулачков, что характерно трехкулачковому самоцентрирующемуся патрону. Синхронное перемещение всех кулачков обеспечивается за счет вращения диска, на торце которого сделаны пазы по спирали Архимеда.
С противоположной стороны диска нарезано коническое зубчатое колесо. Оно входит в зацепление с тремя малыми кончиками. При повороте ключа приводится во вращение малое зубчатое коническое колесо, находящееся в зацеплении с диском.
Диск начинает вращение и перемещает кулачки, вставленные в пазы спирали. Изменением направления вращения производится сведение или разведение кулачков от центра. Сведение или разведение кулачков сопровождается зажимом или отжимом заготовки.
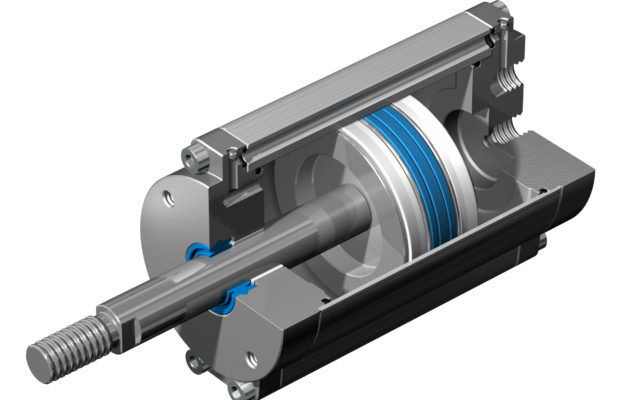
В патронах с механизированным приводом усилие зажима обеспечивает гидроцилиндр или пневмоцилиндр, установленный с задней стороны шпинделя. Шток цилиндра соединяется посредством тяги с механизмом перемещения кулачков в патроне. Тяга проходит через центральное отверстие в шпинделе. Перемещение поршня в одну или другую сторону означает, что заготовка зажимается либо освобождается.
Клиновой вид

Клиновая конструкция появилась после усовершенствования рычажного патрона.
Точность перемещения каждого кулачка удалось обеспечить после установки отдельных механических или пневматических приводов, что позволило использовать устройство на точных операциях.
Клиновой патрон наделен неоспоримым преимуществом перед прочими исполнениями. У него есть функция смещения оси заготовки от центральной оси станка. Присутствие эксцентриситета расширяет возможности станка по обработке деталей сложной конфигурации.
Характерные особенности при работе с клиновыми патронами:
- Трудности при настройке на операцию.
- Высокая точность установки при низком проценте погрешности.
- Равномерно распределенная нагрузка от усилия зажима каждым кулачком повышает надежность закрепления заготовки.
Токарный станок с устройством ЧПУ нуждается в быстрой переналадке. В таких станках устанавливают зажимные модули с возможностью подключения к системе управления.
Материал, из которого изготавливают клиновые патроны, должен соответствовать высоким стандартам качества. Нельзя допускать изменения рабочих характеристик патрона в процессе обработки с высокой скоростью.
Цанговый вид
Закрепить быстро и надежно цилиндрическую деталь на токарном станке поможет цанговый патрон. Во время первой установки могут возникнуть трудности, специалисту следует изучить инструкцию, а также технический паспорт изделия.
Цанга, являющаяся основным элементом конструкции, представляет собой втулку с продольными осевыми прорезями. За счет прорезей формируются упругие зажимные лепестки. Они служат кулачками при зажиме заготовки. Их количество варьируется от 3 до 6 в соответствии с диаметром втулки. Цанга помещается в корпус с зажимной гайкой.
Установленную во втулку заготовку равномерно обжимают лепестки за счет давления гайки на конус, который создает сжимающее усилие. Заготовка получает жесткую фиксацию, а радиальное биение почти отсутствует.
Патрон цангового типа рассчитан на длительный период эксплуатации, а количество закреплений-снятий не регламентируется. Мастеру необходимо выработать принцип работы на станке, с помощью которого коэффициент полезного действия будет оптимальным. Современные агрегаты легко поддаются настройке, многие мастерские предлагают услуги по установке такого оборудования.
Мембранный вид
Токарные патроны мембранного типа характеризуются высокой точностью центрирования и закрепления заготовки.
Мембрана из упругого материала располагается на фланце механизма. На нее устанавливаются зажимные кулачки со сменными губками. Количество кулачков варьируется быть от 3 до 8.
При закреплении заготовки включается пневмопривод.
Под давлением мембрана прогибается, губки расходятся на 0,1–0,2 мм. Заготовка заводится в патрон до упора и привод отключается. Под действием упругих сил мембрана стремится вернуться в первоначальное положение. Губки обжимают заготовку.
Подобный процесс занимает небольшое количество времени, но от мастера требуется щепетильность, внимательность и осторожность. Не стоит легкомысленно относиться к производственному процессу. Детали агрегата легко выходят из строя под давлением.
Мембрана, выполненная из пружинной стали, прочно удерживает заготовку при обработке. С увеличением количества кулачков повышается точность центрирования.
Применяют мембранные патроны на чистовых операциях с малыми силами резания. Специфика работы известна далеко не каждому мастеру, необходимо изучить нормативную базу, а также рекомендации профессионалов.
Как выбрать деталь
Оптимальную модель патрона для станка выбирают, руководствуясь комплексной методикой. В первую очередь учитывают технические данные станка и выполняемые операции. Исходя из этого, анализируют следующие параметры.
Рабочий диаметр – специалисты обращают внимание на наружный диаметр устройства и размер доступный для установки на подобном оборудовании. Важен посадочный размер проточки и расположение крепежа.
Конструктивное исполнение – имеет значение способ закрепления заготовки, расположение и число кулачков.
Параметры обрабатываемых деталей – необходимо знать максимальный и минимальный диаметр по валу и отверстию будущей заготовки, вес, длину, конфигурацию. Эти факторы влияют на метод крепления – прямыми или обратными кулачками.
Размер отверстия полого шпинделя под установку заготовки из прутка. А также диапазон частот вращения.
Условия эксплуатации токарного патрона требуют размещения в закрытом помещении, где исключено негативное воздействие природных факторов и агрессивных сред, способных вызвать коррозию.
Токарный патрон является неотъемлемой частью токарного станка и без него механическая обработка невозможна.
