Виды и применение держателя электродов для сварочного аппарата
Приобретение добротного сварочного аппарата еще не гарантирует высокое качество сварных работ. Для получения качественного шва нужен удобный держатель электродов для сварочного аппарата, с которым можно без усилий выдерживать правильное положение электрода при сварке.
Держатель электродов – что это такое
В общем случае это устройство представляет собой ручку, изготовленную из электроизоляционного материала, с приспособлением для надежной фиксации электродов, к которому подводится напряжение от сварочного аппарата.
Разновидности сварочных держателей
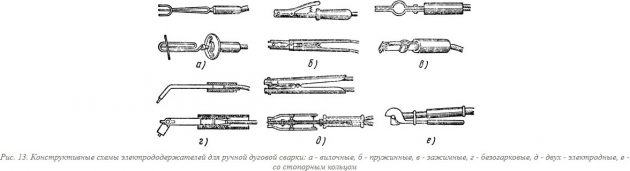
В зависимости от области применения, держатели электродов можно разделить на две большие группы – универсальные и специализированные. Применение специализированных фиксаторов регламентировано соответствующими ГОСТами, их использование в общедоступных сферах достаточно ограничено. Универсальные держатели конструктивно делятся на пять групп:
- электрододержатели–«прищепки»;
- электрододержатели–«трезубцы» или «вилки»;
- электрододержатели цанговые;
- безогарковые электрододержатели;
- резьбовые электрододержатели.

Держатели–«прищепки»
Крепление электродов в держателях этого типа производится пружинным или рычажным механизмом зажима. Эти модели выполнены с надежным жаропрочным диэлектрическим покрытием, гарантирующим безопасность сварщика и исключающим несанкционированное искрение. Контактные поверхности имеют зубчатую структуру, что позволяет быстро и надежно закрепить стержень так, как это необходимо для работы.
Основными достоинствами держателей этого типа являются простота конструкции, доступность и невысокая стоимость. С помощью таких держателей можно получать шов высокого качества. Благодаря правильному расположению сварочного стержня обеспечивается быстрый поджог дуги. К недостаткам фиксаторов этого типа относится невысокая надежность фиксации стержня при ослаблении подпружиненного рычага.

Держатели–«вилки»
Этот держак для сварочного аппарата представляет собой самую популярную у профессиональных сварщиков модель электрододержателя. Он представляет собой конструкцию, состоящую из трех сваренных между собой стальных прутков, причем прутки сварены так, что средний выполняет роль пружины, прижимающей стержень к остальным двум. Такой фиксатор из-за своей простоты имеет низкую степень защиты, так как значительная часть его находится под напряжением.
Кроме наличия незащищенных поверхностей, к недостаткам таких фиксаторов следует отнести сложность извлечения огарка, а кроме этого, они не очень удобны в работе.

Сварочные фиксаторы цангового типа
Сварочные электрододержатели цангового типа представляют собой достаточно сложную конструкцию. Фиксатор стержня в этих устройствах выполнен по тому же принципу, что и зажим сверла в ручной дрели. Изготовить самому такой фиксатор очень сложно, для этого понадобится использование профессионального оборудования – токарного, фрезерного, сверлильного станков. К тому же, требуется очень высокая точность обработки деталей.

Держатели электродов цангового типа применяются в горелках в аргонодуговом процессе – сварке в среде инертного газа аргона.
Безогарковые держаки
Безогарковый держак для сварочного аппарата из всех электрододержателей имеет наиболее простую конструкцию. Он состоит всего из двух частей – рукоятки с токоизоляционным покрытием и токоведущего стержня. Электрод в таком держаке не фиксируется никакими зажимными устройствами, а приваривается к торцевому концу контактного стержня. В процессе работы электрод без остатка расплавляется, после чего к стержню приваривается следующий.
Такие сварочные электрододержатели используются при работе с дорогостоящими расходными материалами.
Резьбовые или винтовые держатели
Винтовой держатель для сварки пользуется наибольшей популярностью у сварщиков. Благодаря тому, что прижатие осуществляется завинчиванием прижимной головки, обеспечивается надежная фиксация стержня в устройстве. Снабженный эргономичной рукоятью, выполненной из плотного диэлектрика, диэлектрической завинчивающейся прижимной головкой, этот электрододержатель не имеет оголенных токоведущих частей, что является гарантией безопасности для сварщика.

Эти устройства выпускаются в нескольких модификациях:
- прямой, с правой резьбой;
- прямой с левой резьбой;
- изогнутый с правой резьбой;
- изогнутый с левой резьбой.
Специализированные держатели
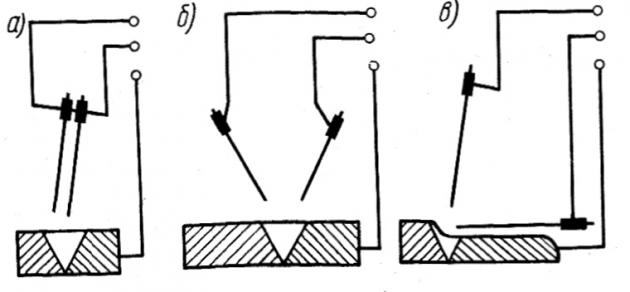
Электрододержатели специализированных моделей предназначены для работы в конкретных устройствах для уникальной сварки некоторых изделий с особыми типами швов. Одним из таких устройств является специализированный сварочный агрегат, выполняющий одновременную сварку несколькими стержнями. Специализированные держатели работают и в аппаратах для сварки трехфазной дугой. Все эти модели имеют очень сложную конструкцию и достаточно тяжелы для ручной работы.
Основные технические данные электрододержателей
При покупке электрододержателей следует исходить из того, какие работы будут производиться сварочным аппаратом, какова мощность последнего, какие электроды будут использоваться при сварке. Основные технические характеристики, на которые следует обращать внимание при покупке держака:

- тип крепления;
- угол фиксации;
- диаметр электрода;
- ток сварки;
- сечение кабеля;
- вес устройства.
Чем больше сечение кабеля, тем больший ток сварки, тем больше может быть диаметр электрода. Но такие держаки и весят больше. Например, фиксатор винтового типа с фиксированным углом «Superior 6» рассчитан на электроды диаметром от 4.0 мм до 6.3 мм, кабель сечением до 70 мм2 и ток до 400 ампер. Вес устройства составляет 690 грамм.
Держак пружинного типа «Parva 2» рассчитан на установку электродов диаметром от 2.0 мм до 3.2 мм под любым углом, к нему подведен кабель сечением до 25 мм2, пропускающий ток до 200 ампер. Устройство весит всего 325 грамм.
Сварочный держак своими руками
Конструкция некоторых моделей держаков настолько проста, что многие мастера предпочитают их не покупать, а сделать эти устройства самостоятельно. Речь идет о держаках типа «вилка». Такие держаки считаются классикой сварочного дела, и их изготовление занимает буквально считанные минуты.
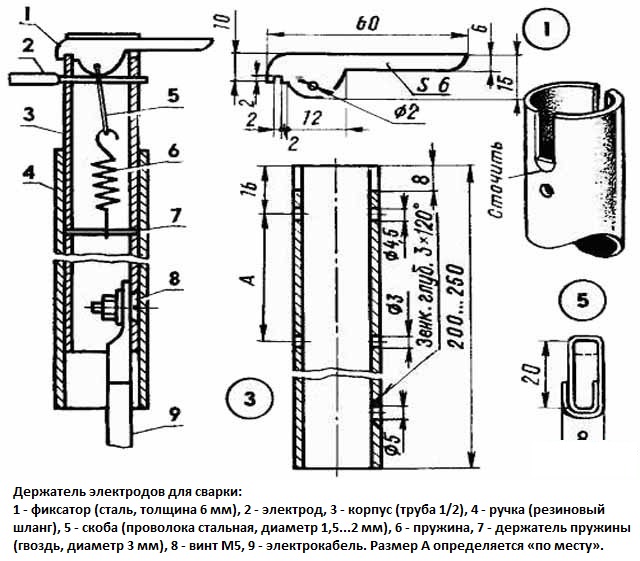
Чтобы изготовить такой держак, потребуется один прут рифленой арматуры длинной в один метр, кусок толстого резинового шланга (как вариант – ручка от велосипедного руля), болт М10 с двумя шайбами и гайками. Прут арматуры разрезается на три мерных куска, причем, один должен кусок должен быть чуть длиннее двух других. К нему приваривается болт, резьбой наружу, а затем – два оставшихся куска, так, чтобы образовался трезубец.
Со стороны болта на конструкцию натягивается резиновый шланг. На болт надевается шайба, подсоединяется кабель, затем надевается вторая шайба, закрепляется гайкой и законтривается второй гайкой. Зубцы «вилки» зачищаются напильником для обеспечения лучшего контакта с электродом. Держатель готов к работе. Его недостатком будет слабая защищенность сварщика от токонесущих частей, затрудненность освобождения от огарка, окисление арматуры.
Некоторые мастера вместо арматуры используют стальной уголок, а в качестве прижимного элемента самостоятельно изготавливают пружину в два витка, которая обеспечивает надежную фиксацию стержня. На ребрах уголка можно сделать небольшие пропилы для установки электродов под разными углами.
