Оборудование, применяемое в производстве металлочерепицы
Металлочерепица является популярным кровельным материалом. Он произведён из тонколистового металлопроката, с помощью холодной формовки и нарезки. Конечное изделие представляет собой многослойный материал из разнообразного сырья.
Особенности производства
Полноценный цикл производства металлочерепицы включает в себя такие этапы:
- получение стальных листов;
- оцинковку;
- горячий прокат;
- грунтование;
- покрытие защитными составами и т. д.
Все под силу лишь крупным производствам.
Процесс изготовления металлочерепицы, как и любое другое производство профнастила, разделяется на 2 стадии:
- Процессы, доступные для крупных заводов, а именно: получение оцинкованного листового проката и нанесение декоративного покрытия.
- Процессы, доступные для средних и малых производств, а именно те, которые связаны с профилированием и нарезкой стальных листов.
Рациональным и экономически обоснованным решением является организация собственного малого предприятия по профилированию и нарезке оцинкованной стали для изготовления металлочерепицы с заключением договора поставки необходимого сырья.
Технологические линии производства металлочерепицы
Для реализации 2-й стадии процесса изготовления металлочерепицы можно приобрести готовую технологическую линию. Есть 2 типа:
- автоматическая линия, исключающая участие человека в производственном процессе, кроме этапа ввода необходимых параметров листа;
- полуавтоматическая линия, требующая контроля специалистами на всех её узлах.
Основная технологическая особенность автоматической производственной линии – это предусмотренная в ней автоматическая система управления (АСУ). Она обеспечивает высокую эффективность при согласовании и управлении рабочим процессом всего оборудования, которое задействовано для получения металлочерепицы.

Класс точности производства – не больше 0,5 мм. Благодаря возможности смены настроек АСУ, удается существенно сэкономить на процессе, сократив промышленные отходы.
Преимуществом полуавтоматической технологической линии является её относительно невысокая стоимость. Однако сопутствующим недостатком этого варианта капиталовложений является задействование большего количества специалистов для контроля каждого этапа производства.

Технические параметры линий производства металлочерепицы зависят от создаваемого типа профиля и мощности привода.
Оборудование для изготовления металлочерепицы, которое входит в технологическую линию
Для процесса производства понадобится:
- Разматыватель.
- Прокатный станок.
- Гидравлический пресс.
- Гильотина.
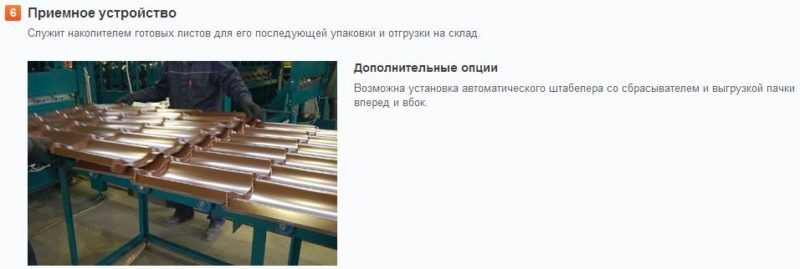
- Приёмный стол.
Разматыватель. Аппарат, в который устанавливается рулон оцинкованной стали. Он нужен для последующей подачи листового проката на прокатный стан для металлочерепицы. Разматыватель может работать в автоматическом, ручном и реверсивном режимах. Как правило, потребляемая мощность агрегата равна 2200 Вт при значении грузоподъёмности, равном 8 т. Параметр разжима лопастей у разматывателя равен 51–61 см. Узел, в зависимости от пожеланий заказчика, может быть оборудован гидравлическим либо механическим приводом.

Прокатный станок. Агрегат для проката листа из рулона оцинкованной стали с помощью роликов определённой формы. Для повышения быстроты и точности прокатки устройство оборудовано электромеханическим двигателем, который состоит из нескольких сервоприводов. Предельная скорость проката равна 12 м.п/мин.

Гидравлический пресс. Устройство для создания на плоской оцинковке волн поперечного направления. Нижняя и верхняя матрицы пресса обладают наборным типом конструктивного исполнения.

Гильотина. Это приспособление необходимо для равномерного и высокоточного нарезания листов металлочерепицы. К гильотине может быть предусмотрен гидравлический или механический привод.

Приёмный стол. Узел для приёма и отвода изделия на специальную платформу. Этот стол нужен, чтобы исключить вероятность повреждений декоративного слоя покрытия изделия при его укладке. Он оборудован приводом с мощностью 570 Вт.
Чтобы организовать работу производства, кроме оборудования для изготовления металлочерепицы, в станочной технологической линии у предприятия должно быть грузоподъёмное промышленное оборудование (погрузчики, мостовой кран или таль) и транспорт.
Технология производства металлочерепицы (профилирование и нарезка)
Профилирование и нарезка оцинкованного проката – это процессы финальной стадии создания металлочерепицы, доступные даже небольшим производственным предприятиям.
Последовательность этапов реализации производственного процесса на автоматической производственной линии:

- постановка рулонной стали с декоративным покрытием на разматыватель;
- подача конца оцинкованной ленты в первые вальцевые ролики;
- задание параметров на ЧПУ для получения листов черепицы нужных размеров;
- при запуске технологической линии, холодная оцинковка попадает в прокатный станок для выравнивания стального листа и дальнейшей подачи его на гидравлический пресс;
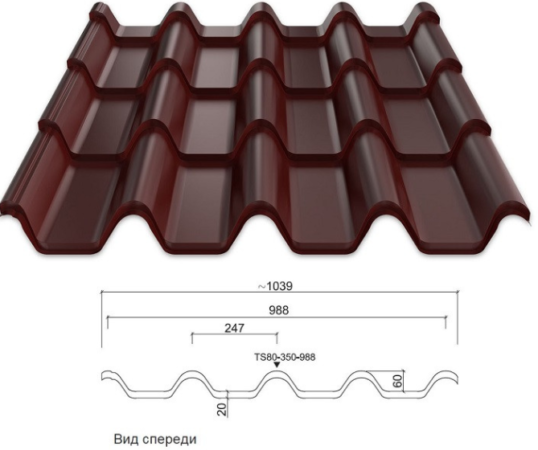
- прессом создаётся волновой профиль согласно с заданными размерами;
- созданный профиль подаётся на гильотину для обрезки по длине, заданной в ЧПУ;
- готовые изделия складируются на специальные деревянные поддоны (между листами прокладываются бумажные слои, для защиты от царапин).
При полуавтоматической технологической линии, каждый этап процесса изготовления металлочерепицы контролируется человеком.
Покрытия, предусмотренные на рулонном металлопрокате, обладают высокой стойкостью к механическим воздействиям и температурным перепадам. Это позволяет выполнять прокат и профилирование оцинковки без повреждений ранее нанесённого покрытия.
Покрытие металлочерепицы антикоррозийными составами
Существует и другой технологический подход в производстве продукции из листового проката, а именно, нанесение антикоррозионных составов после профилирования и нарезания листов металлочерепицы.
Такой метод существенно усложняет производственный процесс, потому что нуждается в дополнительном оборудовании и человеческих трудозатратах. Основным преимуществом этого приёма является то, что в процессе прокатки листа исключаются вероятные повреждения защитного покрытия.
Главным предназначением покрытия на листах металлочерепицы является защита от образования и развития коррозии на стальной основе материала. Помимо этого, такие покрытия придают изделию свойственный ему внешний вид и защищают от негативных воздействий солнечных лучей. От качества нанесённого антикоррозийного слоя зависит срок службы металлической черепицы.

Технология нанесения покрытия
В технологическую линию по производству металлочерепицы может быть включена аппаратура для нанесения полимерных составов в автоматическом режиме. Технология антикоррозийного покрытия будет выполняться следующим образом:
- пассировка;
- нанесения грунта;
- покрытие полимерным составом;
- нанесение защитного лака.
Полимерная краска наносится на металлочерепицу лишь с лицевой стороны. Тыльная сторона листа покрывается только бесцветным защитным лаком.
В качестве полимерного покрытия могут применяться такие составы:
- полиэстер;
- пурал;
- пластизол.
Полиэстер. Толщина слоя покрытия этим составом должна не более 25 мкм. Это износостойкий и теплоустойчивый материал. Полиэстер не склонен к повреждениям при механических воздействиях во время формовки, а значит, профиль можно штамповать с этим полимерным покрытием. Низкая стоимость полиэстера, является его ещё одним существенным преимуществом.

Пурал. Толщина слоя — не более 50 мкм. Особенностью состава является придание приятной на ощупь бархатисто-матовой структуры поверхности. Из-за достаточно толстого защитного слоя пурал плохо выдерживает профилирование и нарезку, однако хорошо защищает от негативных воздействий внешних факторов.
Пластизол. Защитный слой должен быть не меньше 200 мкм. Этот полимерный состав обладает хорошими показателями сопротивляемости к механическим воздействиям и температурным перепадам. Однако негативным качеством пластизола является то, что он довольно быстро выцветает под воздействиями прямых солнечных лучей.

После нанесения полимерного состава на оцинковку, прокат попадает в формовочный стан, где ему придаётся необходимый профиль (если в качестве полимера будет применяться пурал, оцинковка сначала профилируется, а потом покрывается им). Затем профиль нарезается на отдельные листы и упаковывается.
Сырьё для производства металлочерепицы

Для изготовления металлочерепицы применяется рулонная холоднокатаная тонколистовая сталь. Этот материал производится на крупных производствах металлургической отрасли. Получить тонколистовую сталь довольно сложно, потому что для этого нужно дорогостоящее оборудование и большие площади.
Для производства металлочерепицы оптимальна листовая оцинкованная сталь толщиной от 0,45 до 0,55 мм. Технология этой процедуры довольно проста, однако возможна только в промышленных условиях: сталь погружается в специальную ванну с разогретым до 460°С цинком. В результате этого стальной лист равномерно покрывается слоем цинка, что обеспечивает защиту железа от коррозии. Поэтому цинк тоже можно считать сырьём в производстве.
Толщина цинкового слоя зависит от класса изделия.
Высокий класс устойчивости к коррозии – расход цинка не меньше 350 г/м2. Такие изделия рассчитаны на использование при агрессивных погодных условиях.
Первый класс – не меньше 258 г/м2. Такой расход цинка обеспечит нужную толщину защитного слоя, чтобы материал использовался для наружно-отделочных и кровельных работ.
Второй класс – расход цинка не выше значения 142,5 г/м2. Оцинковка этого класса предназначена только для внутренних работ и не подходит для производства металлочерепицы.
Изготовление металлической черепицы является сложным производственным процессом, к которому предъявляют довольно высокие требования. Любые попытки упростить эту процедуру могут обернуться серьёзным снижением качества конечного изделия.
