Изготовление приспособления для заточки свёрл своими руками
Приспособление для заточки свёрл своими руками понадобится домашнему мастеру при периодическом выполнении сверловки с выдерживанием определённой точности по диаметру, жёсткой привязки размеров по осям отверстий.
Заточной станок – купить или сделать?
Сделать своими руками. Покупка оборудования сэкономит время. Но возникает масса вопросов по совмещению и монтажу дополнительных приспособлений. Экономные китайские мастера на бытовых приборах ставят неремонтопригодные корпуса, ограждения из хлипких жестянок.
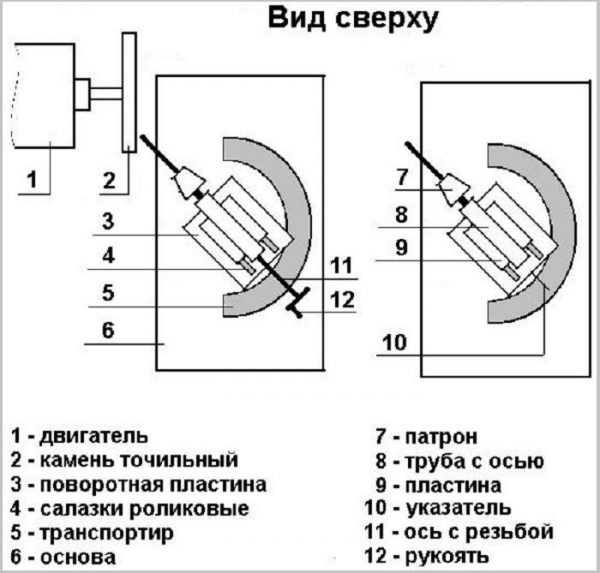
Станок для заточки свёрл своими руками начнём с подбора двигателя. Постарайтесь приобрести электродвигатель 0,5–08 кВт. Величина мощности ориентировочная. Свёрла до Ø 20 при заточке большой нагрузки не создают. Применим даже малооборотистый мотор выпуска 60-годов: долговечность гарантирована – тогда делали на века.
Смущает вес? Зато верстак и кронштейн, если смонтируете на стену, будут в меньшей степени ощущать вибрацию. Не гонитесь за оборотами. Заточка твёрдосплавных свёрл требуется редко, а привычные, из сплава Р6М5 и подобных, на камне с вращением менее 900 оборотов точно не подгорят.
Требования к устройству для заточки свёрл:
- Точная центровка вала двигателя без радиального биения.
- Возможность установки дополнительного защитного кожуха.
- Предусмотрите установку несъёмного массивного основания для крепления двигателя, дополнительных приспособлений.
- Установка подручника с регулировкой высоты, изменением угла расположения в горизонтальной плоскости, регулировкой зазора с камнем.
- Озаботьтесь установкой откидного предохранительного экрана из небьющегося прозрачного материала.
Собираем станок для заточки свёрл своими руками
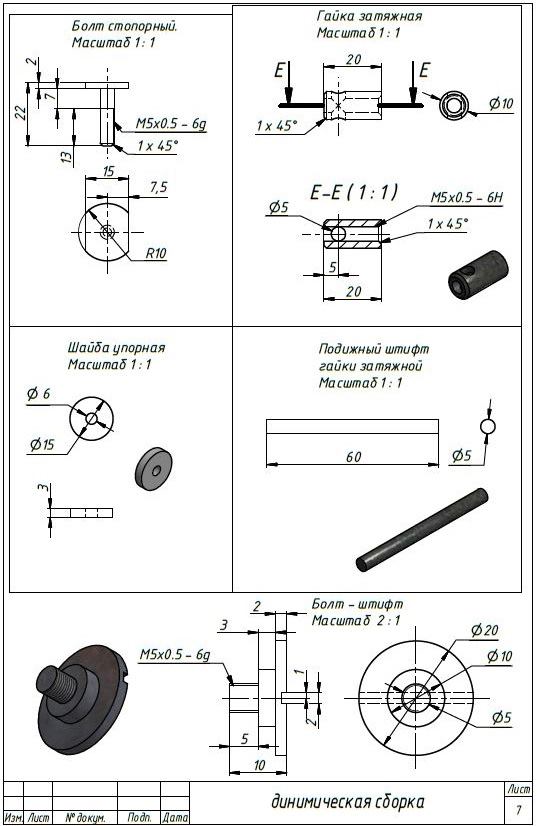
Отнеситесь критично к заявлениям: «Собрал наждак из отходов, что валялись в гараже под ногами». Универсальную втулку с посадочным местом под точильный круг Ø 32 закажем токарю-профессионалу. Деталь изготовим из легированной стали.
Точность скользящей посадки исключит биение нового абразива. Шпонку не ставим. Винт М4 со спиленной головкой войдёт в шпоночную канавку через резьбовое отверстие во втулке. Надёжность фиксации проверена.
Резьба фиксации камня левая, самозатягивающаяся. Опорный бортик со стороны двигателя и прижимная шайба выполняются Ø 50–60 мм. В целях безопасности, с обеих сторон абразива ставятся предохранительные прокладки из паронита, пластика, берёзовой фанеры.
Вращение круга допускается только сверху вниз относительно подручника.
Боковые поверхности наждачного круга не предназначены для обработки, истончение грозит разрывом круга.
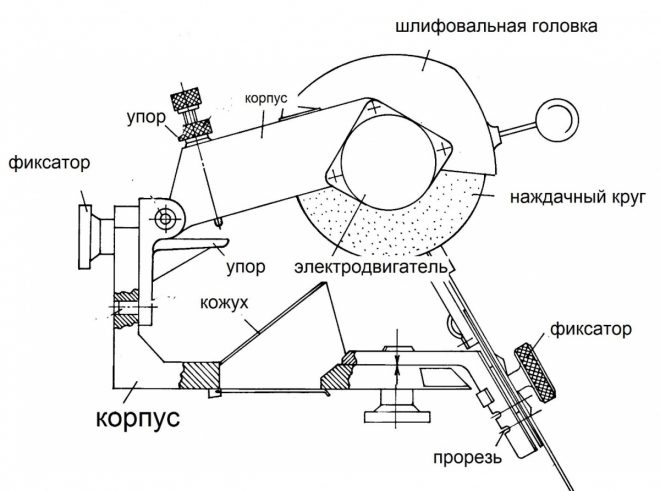
Подручник, кроме функции опоры, будет удерживать приспособление для заточки свёрл, горизонтальный движок – для устранения биения, выравнивания цилиндрической поверхности шарошкой, угловые направляющие – для заточки ручного инструмента под нужным градусом.
Кожух при обилии режущего инструмента и многофункциональном использовании наждака желательно установить с откидной боковой крышкой на шарнирах: установка чашки потребует большей ширины, смена точильных кругов иной зернистости и твёрдости не должна отнимать время.
Не обойтись без приспособления для заточки свёрл
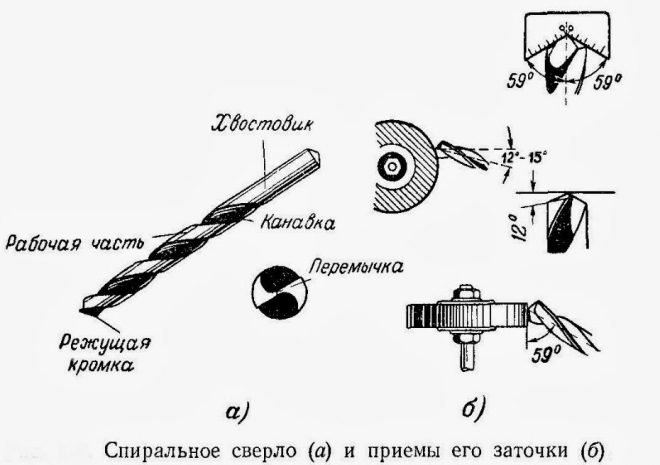
Обработка сталей, вязких материалов на большую глубину ведёт к затуплению режущей кромки сверла. Снижается скорость резания, идёт перегрев рабочей части, нарушается извлечение стружки. Поломка инструмента случается чаще на выходе из детали.
Заточник полагается на опыт и твёрдость рук. Наша задача – научиться копировать заводскую заточку сверла с помощью немудрёной оснастки. Снимать затылок – наука нехитрая. Восстановление способности резать начнём с дублирования плоскости режущей кромки.
Самодельное приспособление для заточки свёрл должно быть простым в исполнении и удобным в использовании. Необходимые условия для заточной оснастки:
- Сохранение ориентации сверла при свободной коррекции положения.
- Произвольное изменение угла пространственного положения инструмента.
- Простота установки и демонтажа конструкции.
- Безопасность использования.
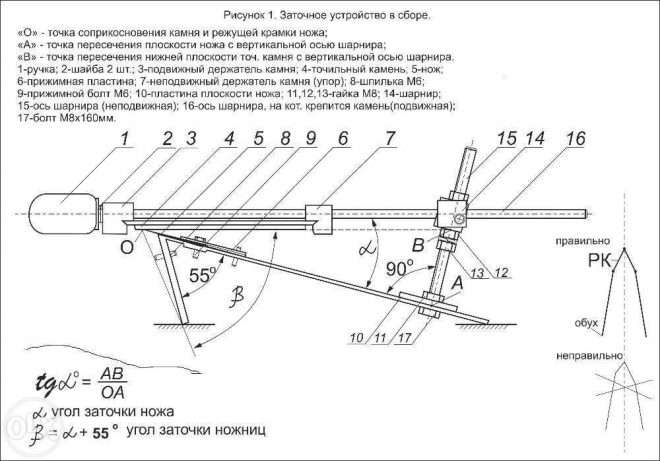
Заточное устройство своими руками
Поворот приспособления на 900 осуществляется только по направлению к себе. В отношении оси набегающего цилиндра абразива отрицательный угол направляющей пластины недопустим. В качестве ограждающего упора выступает площадка подручника.
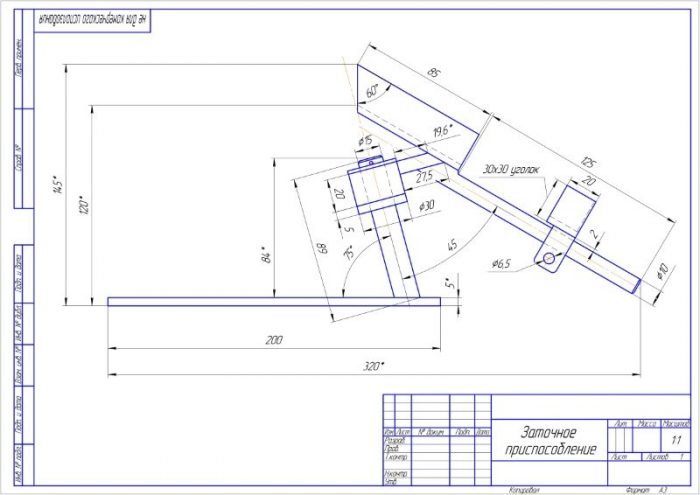
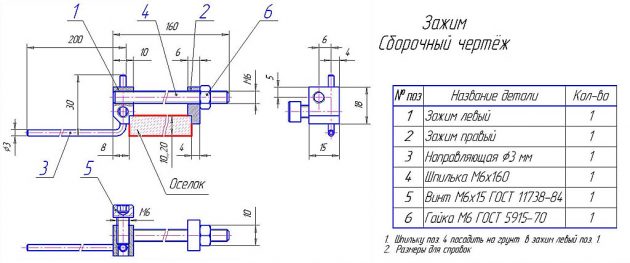
Направляющая пластина подбирается из листовой стали толщиной 5–8 мм. Вдоль верхней плоскости выфрезеровываем угловую канавку. Углубление, где будет покоиться сверло, выполняется на станке.
Самодеятельность с подручным инструментом допустима в случае замены материала на толстый текстолит. Тогда подойдёт ручной фрезер. Требуется выборка без отклонения глубины и направления, иначе не добьёмся точности выполнения операции по восстановлению режущей кромки сверла.
Удобство в том, что при продольном движении сверла по пазу площадь опоры увеличивается за счёт контакта ладоней с направляющей пластиной. Проворачивание сверла при контакте с точилом, произвольное изменение угла заточки не грозит.
Опорная пластина несёт снизу втулку. Обычно это обрезок трубы. После сварки внутренний диаметр калибруется развёрткой. По размеру трубки подбираем кронштейн и болт. Закажем выточить 2 гайки с цилиндрической поверхностью со свободной посадкой в трубку.
Проверка и самоконтроль
Прикручиваем кронштейн в последнюю очередь. Его положение предопределит функциональность заточного устройства для спиральных свёрл. Пора провести пробную заточку. Касаясь абразива выше центра оси точильного круга, подправляем режущую часть, подъём за счёт шарнира – обработка затылка.
Распространённые ошибки при заточке:
- Биение сверла вследствие разницы в длине режущих кромок.
- Несимметричность режущих кромок.
В первом случае вследствие смещения оси сверла усложняется попадание в точку кернения. Диаметр отверстия превысит диаметр сверла. Тонкое сверло сломается. Разноугольность режущих кромок ведёт к преждевременному износу задействованной кромки при замедлении работы.
Как сделать правильно повторную заточку. Закажем токарю бобышку с внутренним конусом. Крепим её на стальной лист. Упираем хвостовик в конус, оставляем риски на металле плечиками боковых кромок. Не совпали? Дорабатываем до оптимума.


