Этапы и принцип сборки безотказного сварочного полуавтомата своими руками
Модернизация электродугового агрегата или создание с нуля полуавтомата сварочного своими руками по готовым схемам привлекает расширением функций устройства. Исключается прожиг тонколистового металла, появляется возможность варить и наплавлять цветной металл. С экономической стороны преследуется выгода.
Сварочный полуавтомат своими руками – стоит ли?
Высокая стоимость оборудования – полбеды. Удручает качество наполнения. Не одни умельцы из Поднебесной долговечную медь обмоток трансформаторов подменяют алюминиевым проводом. Уровень допустимых нагрузок соответствует исполнению: первый перегрев вызывает дымок.

Собрались засучить рукава – пробегитесь по форумам электрики и сварки. Мнение практиков, независимых экспертов по конструктивному исполнению, подбору железа поможет выбрать лучший вариант изготовления сварочного устройства. Структура полуавтомата с источником переменного тока и однофазным трансформатором проста и дешева в изготовлении, обслуживании, ремонте.
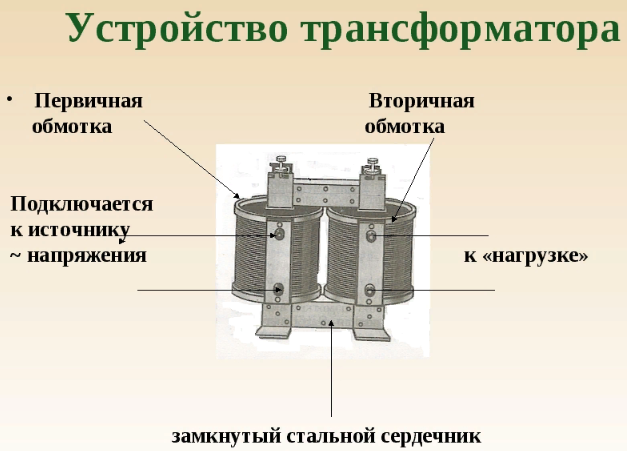
Избежим потребность пересчитывать мощность, количество обмоток – это не каждому по силам. Понадобится изготовить либо приобрести готовые узлы. Основой полуавтоматического устройства может послужить сварочный трансформатор. Доработки незначительны. Ориентируемся на параметры будущего полуавтомата:
- Напряжение бытовой сети – 220 В;
- Предел мощности – 3 кВа;
- Предел настройки сварочного тока – 30–160 А;
- Параметры рабочего напряжения – 19–26 В;
- Повторно-кратковременный режим использования;
- Сварочная проволока – Ø 0,8 мм;
- Скорость подачи присадочной проволоки в мин. – до 7 м.
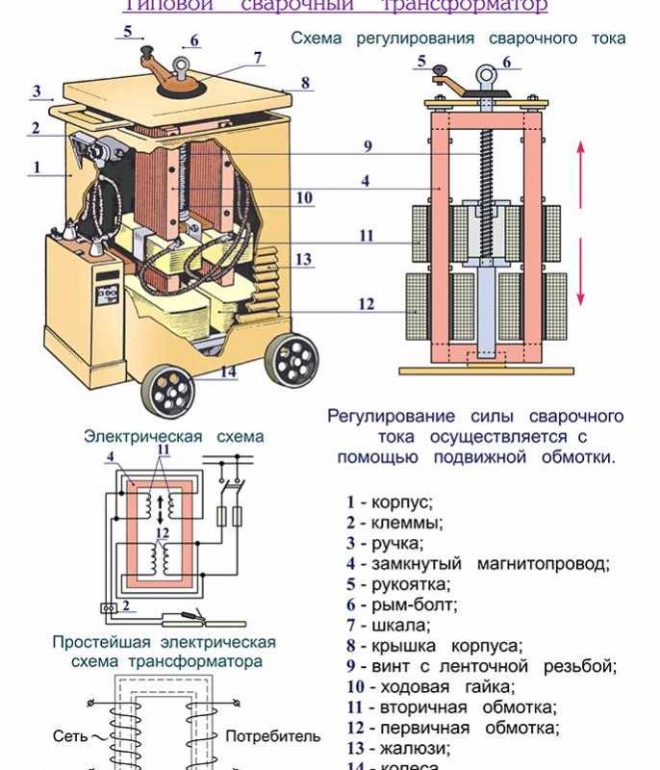
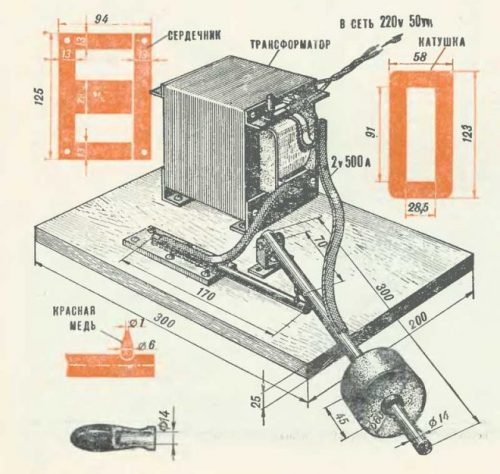
Намотка понижающего трансформатора
Изготовлению самодельного полуавтомата предшествует подбор комплектующих. При отсутствии готового трансформатора воспользуемся ОСМ-1. Как вариант – 4 шт. ТСА-270-1: сумма даёт 1 кВт. Запас ресурса в будущем оправдается.
Непременное требование – железо не должно быть шихтованным, иначе сборка и намотка усложнятся. Разборка ведётся с пометками каждой детали: избегаем путаницы, чтобы не потерять габаритную мощность трансформатора. Придётся заменить слабый текстолитовый каркас на лист 2 мм. Прямоугольник щёк по контуру – 147х106 мм. В них выбираются окна 87х51,5 мм. Добавочные парные элементы – 89х87 и 130х70 мм.
Медный провод на обмотку берётся Ø1,8. Эмальпровод ПЭТВ, ПЭВ полностью отвечает требованиям. Но в целях безопасности следует пропитать лаком. Процедура заключается в погружении первичной обмотки на 5–8 часов в сосуд с бакелитовым лаком.
Стекловолоконная изоляция обмоточного провода ПСД, ПСДТ способна выдерживать нагрев до 1550С, катушка для полуавтомата в таком исполнении будет вечной. Ремонт и перемотка трудоёмки. Делаем с запасом надёжности.
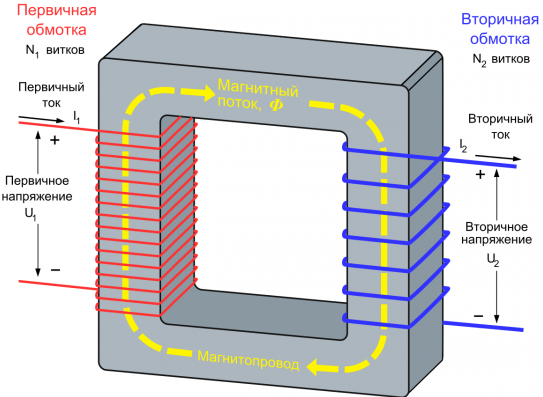
Первичная и вторичная обмотка
Первичная обмотка укладывается плотно, без зазоров и слабины. Каждый ряд прокладывается изолирующим слоем термической бумаги, но стеклоткань при той же толщине даёт лучший результат. Витки с выводами укладываются по схеме: 164 – 15 – 15 -15 – 15.
Вторичная обмотка сварочного полуавтомата получает основную термонагрузку. Отсюда следуют повышенные требования к изоляции. Приобретаем алюминиевую шину, защищённую стекловолокном. Сечение проводника – 2,8х4,75 мм. Расход – 10 м.
Оставляем монтажные выпуски не менее 0,3 м. Укладка плотная, с натяжением. Укладываем 22 витка первого плеча, выпускаем конец, формируем петлю под винт Ø6 мм, добавляем 22 оборота второго плеча. Вариант намотки 19 + 19 ограничит полуавтомат в форсировании ампеража для сварки крупных деталей.
Тестирование готового устройства после полной сборки в идеале должно показать ток холостого хода в пределах 0,5 А, разбег напряжения вторичной обмотки ограничивается 19–26 В. Основа сварочного полуавтомата готова.
Сборка выпрямителя на основе диодного моста
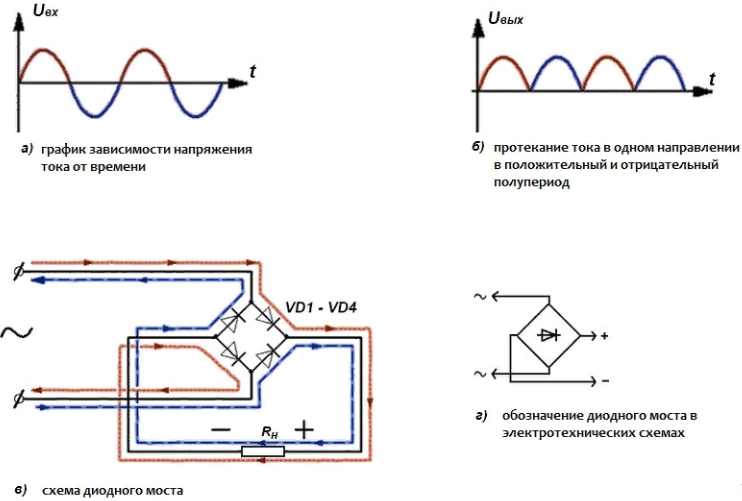
Изготовление самодельного полуавтомата, запитанного на бытовую сеть переменного тока, требует установки диодного моста. Комплектация устройством выпрямления вторичного напряжения однофазного трансформатора графически выглядит как симметричный перенос нижних синусоид относительно оси абсцисс в верхние квадранты системы координат.
После выпрямляющего устройства пульсация напряжения достигает 100 Гц. Дважды за период неконтролируемое падение напряжения с максимума до нулевого значения не способно поддерживать стабильное горение и розжиг сварочной дуги. Этот изъян устраняет фильтр, устройство, призванное сгладить скачки пульсации напряжения.
Фильтр
Г-образный фильтр – это комбинация индуктивности и ёмкости представляет устройство из параллельно включенного в сварочную цепь конденсатора и дросселя с последовательным включением. На электросхеме элементы складываются в букву Г. Устройство потребуется для создания сварочного полуавтомата с нуля и модернизации инвертора.
Парное использование конденсатора и дросселя увеличивает электродвижущую силу самоиндукции. Полуавтоматическое сварочное устройство не потеряет дуги даже при значительном падении напряжения.
Конденсатор для фильтра сварочного устройства подбираем электролитический. Один или несколько конденсаторов напряжением не менее 100 В, собираются параллельно. Суммарная ёмкость минимум 104 микрофарад. Оптимально – 20–30 мкф.

Дроссель
В качестве сердечника понадобится трансформатор лампового телевизора типа ТСА 270-1. Катушки удаляем. Для создания индуктивного зазора к основанию подковообразных элементов клеим текстолитовые прокладки толщиной 1,5 мм.

Намотка дросселя ведётся на освобождённые катушки. Взамен снятой проволоки укладывается в 2 слоя медная шина по термобумаге. Количество витков обязательно совпадает, оптимально – 15–20. Проводим пропитку бакелитовым лаком. Собираем металлический сердечник. Устанавливаем катушки.
Снизу вход после диодного моста и выход на кабель массы, сверху – последовательное соединение элементов. Случается, что после запуска сглаживающего устройства сила тока снижается. Выход в равном уменьшении количества витков на катушках.
Собираем полуавтомат из сварочного инвертора
Полуавтомат не потребует кардинальных перемен сварочного устройства. Дополнительные узлы устанавливаются в отдельном корпусе. Электрическую часть инвертора режима ММА ждут доработки.
Хорошего качества шва не получим без изменения плавающей вольт-амперной характеристики на жёсткую, для поддержания на выходе постоянного напряжения. Перед шунтом управления сварочным током устанавливаем делитель напряжения из 2 постоянных резисторов.
Получим пропорции, привязанные к вольтажу, а не силе тока. Недостаток – возникает жёсткость сварочной дуги. Смягчим подключением в устройство переменного резистора к делителю на выходе из шунта.
Получим возможность регулировать жёсткость дуги как в профессиональных устройствах. Установим тумблер для переключения режимов ММА и MIG (сварочный полуавтомат). Иметь инвертор и полуавтомат под 1 кожухом кому не захочется?
Покупные изделия для полуавтомата
Отдельные части проще купить, чем мастерить:
- Стандартная катушка с проволокой;
- Горелка сварочная 180 А с евроразъёмом;
- Баллон СО2;
- Механизм протяжки проволоки и регулятор скорости;
- Промежуточное реле коммутации подачи газа и проволоки;
- Вентилятор и оребрённые радиаторы.

