Области применения сверлильного станка 2а135
Сверлильные станки 2а135 активно выпускались в СССР в середине прошлого столетия. В 1965 году производство агрегатов прекратил даже ЗИЛ, но до сих пор их использование распространено на многих заводах. Особой популярностью станки пользуются на небольших производствах и в частных мастерских.
Назначение аппарата и сферы его использования
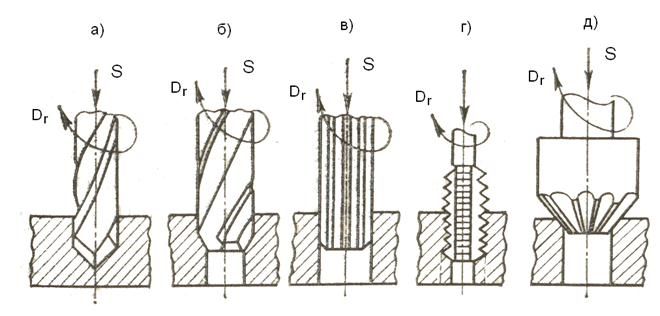
Вертикально-сверлильный агрегат 2А135 предназначен для выполнения широкого ряда операций:
- зенкование;
- развертывание отверстий;
- зенкерование;
- подрезание заготовочных торцов;
- нарезание резьбовыми метчиками.

Выполнение широкого спектра работ позволяет относить агрегат к универсальным устройствам. Указанный аппарат не предназначен для серийного производства и не используется на промышленных предприятиях, выпускающих широкий спектр изделий. Применение станка сводится к мелкосерийным производствам единичных изделий.
Оборудование идеально подходит для ремонтных отделов заводов и инструментальных цехов. При условии внесения усовершенствований в конструкцию агрегат возможно использовать для массового производства продукции.
Станок относится к четвертой группе размещения. Аппарат оборудован режущими инструментами, изготовленными из трех основных видов материала:
- высоколегированных сталей;
- быстрорежущих сталей;
- сплавов высокой твердости.
Агрегат обладает относительно небольшим по размерам рабочим столом. По этой причине на нем обрабатываются детали малых размеров. Подходящими изделиями для обработки на станке являются:
- чугунные детали;
- заготовки из разных видов стали;
- детали из цветных металлов.

Характеристики аппарата
Агрегат оснащен шпинделем, ход которого составляет 225 мм. Частота его вращения составляет минимум 68 оборотов в одну минуту. Максимально шпиндель способен совершать 1100 оборотов в минуту.
Для станка характерны следующие технические характеристики:
- для стали 45 марки предусмотрен максимальный диаметр сверления, составляющий 35 мм;
- промежуток от шпиндельного торца до плиты составляет 705 мм минимум, максимальное значение – 1130 мм;
- промежуток от шпиндельного торца до рабочего стола максимум составляет 750 мм;
- габариты аппарата по длине, ширине, высоте соответственно – 1240*810*2500 мм;
- вес станка – 1299 кг;
- размеры рабочего стола – 450*500 мм;
- количество Т-образных пазов – 3;
- максимальное перемещение стола по вертикали составляет 325 мм;
- максимальный ход шпинделя – 225 мм;
- число скоростей, предусмотренных для шпинделя – 9;
- количество ступеней подач – 11;
- максимальное усилие подачи – 1599 кг.
Технические особенности
Особенность станка — в наличии в нем системы динамического торможения шпинделя.
Электрическое оборудование агрегата представлено в виде электродвигателя, обладающего мощностью 4,4 кВт. Аппарат оснащен электрическим насосом, подающим охлаждающую жидкость. Насос имеет тип Х14-22М.
Указанный вертикально-сверлильный аппарат обладает рядом технических особенностей:
- максимально возможный диаметр деталей, которые допустимо сверлить на станке, составляет 50 мм;
- шпиндель за счет наличия реверсивного устройства в составе аппарата способен выполнять вращения в разных направлениях;
- для устройства предусмотрена 9-ступенчатая коробка скоростей, благодаря которой шпиндель совершает до 1100 оборотов в течение минуты;
- агрегат управляется исключительно вручную, для него не предусмотрены автоматизированные системы.
Сверлильный станок 2а135 позволяет использовать машинные метчики, предназначенные для нарезки резьбы, что обеспечивается за счет наличия в конструкции реверсивного устройства.

Для получения должного результата работы рекомендуется использовать в качестве режущего инструмента для станка материалы, выполненные из твердых сплавов. Сверление изделий рекомендуется выполнять при малых оборотах инструмента из-за невысокой мощности всего оборудования.
Конструкция агрегата
В составе конструкции сверлильного станка имеются:
- станина;
- стол;
- блок подачи;
- плита;
- электродвигатель;
- шпиндель;
- скоростной блок;
- рукоятка, перемещающая поверхность вертикально;
- рукоятка для подачи шпинделя вручную.
Ключевым элементом механизма подач служит коробка подачи. Привод коробки делается от шестерни. Она находится на шлицах шпинделя. Данная шестерня зацепляется с двойной шестерней, которая находится на шпиндельной оси. Благодаря действию механизма происходит приведение в движение валиков станка.
В защитных целях в блоке подач предусмотрена муфта. Она защищает агрегат от выхода его из строя, когда в системе наблюдается перегрузка. Приведенная в действие муфта способствует отключению механической подачи.
Назначение плиты широко. В ней хранится охлаждающая жидкость, подаваемая на рабочий элемент устройства. Жидкость хранится в специальном резервуаре, вмонтированном в плиту. Сама опорная плита изготавливается из чугуна. На плите установлен электронасос, сообщающийся с резервуаром с охлаждающей жидкостью посредством трубок.
Количество жидкости, подаваемой для рабочего элемента станка, регулируется при помощи специальных краников, установленных на трубках.
Охлаждающая система агрегата постоянно нуждается в очистке отстойника. В нем периодически накапливаются различные отработанные загрязнения, мешающие нормальной эксплуатации оборудования. Требуется раз в месяц или чаще проводить очистку отстойника от загрязнений.
Особенности устройства двигателя
Коробка скоростей представляет собой чугунный корпус, состоящий из двух главных элементов:
- шпиндельного редуктора;
- механизма смены скоростей.
Вертикально расположенный электродвигатель посредством передачи клиноременного типа передает движение на механизм скоростей.
Сам электрический двигатель сверлильного станка фиксируется на кронштейне. Кронштейн в состоянии делать движения вдоль корпусной оси. Благодаря движению кронштейна обеспечивается нужное натяжение ремней.
В передней части шпиндельной бабки имеется отверстие. Через него происходит регулирование шпинделя аппарата. В колонне станка подвешивается груз. Его задача – уравновесить шпиндель. Подшипники шпинделя требуют постоянной смазки. Каждую минуту подшипники смазываются одной каплей смазочного материала.

Устройство двигателя и коробки передач
Сверлильный агрегат имеет конструктивные особенности.
Станочный шпиндель закрепляется в опорах посредством подшипников прецизионного типа, что обеспечивает плавность и точность сверления изделий.
Одно и то же устройство отвечает за включение, выключение подач и быстрое перемещение шпинделя, что способствует значительной экономии времени на выполнение дополнительных операций.
Режущий инструмент подается автоматически сразу после его подвода к поверхности изделия. Станочный стол двигается в процессе работы горизонтально.
Вертикально-сверлильный аппарат оснащен специальным механизмом остановки с упором, с помощью которого подача режущего инструмента выключается автоматически при достижении нужной глубины просверливания.
Для агрегата предусмотрена возможность замены приводных шкивов, входящих в состав клиноременной передачи.
Выполнение различных видов работ на агрегате
Аппарат позволяет выполнять операции по рассверливанию изделий. Технология выполнения указанной операции на станке требует применения сверла с большим диаметром, чем диаметр перемычки на другом сверле. При таком подходе осевая сила сопротивления становится значительно меньше.
При рассверливании изделия перемычка должна врезаться в него, а не выдавливать металл. Во втором случае происходит серьезное увеличение осевого сопротивления.
Для вертикально-сверлильного станка предусмотрена функция зенкерования изделий. Подобной операции подлежат только конкретные виды изделий:
- штампованные;
- кованные;
- имеющие отверстия внутри в форме конуса или цилиндра;
- литые.
Развертывание на агрегате проводится в два этапа:
- на первом этапе в обрабатываемом изделии просверливается отверстие цилиндрической формы, после чего оно подлежит обработке ступенчатым коническим зенкером;
- на втором этапе сначала происходит грубая обработка металлического изделия специальными развертками, после чего выполняется чистовое развертывание путем установки конической развертки с гладкими кромками.
