Производство металла с помощью токарных станков
До настоящего времени токарное производство по металлу является действенным и удобным методом придания деталям требуемой формы и определенной степени шероховатости. Но применение цифровых технологий значительно повысило качество обработки и точность соблюдения размеров.
Устройство токарных станков
Деталь, подвергаемая токарной обработке, обязана иметь форму тела вращения для того, чтобы, закрепив ее в специальном патроне и приведя в движение вокруг своей оси (главное движение), была возможность производить различные манипуляции с поверхностью заготовки при помощи резцов.
Режущий инструмент не зафиксирован жестко, а тоже может перемещаться в разных направлениях (движение подачи), конфигурируя деталь в точном соответствии с необходимыми параметрами.
Так как движения заготовки и резца совмещаются в различных плоскостях, есть широкие возможности для изготовления деталей с формой различной сложности. С помощью токарного станка специалисты могут выполнять следующие манипуляции:
- нарезать резьбу – наружную и внутреннюю;
- частично обрезать деталь;
- просверлить и расточить отверстия, осуществить операции по их зенкерованию и развертыванию;
- выточить канавки различных форм и размеров.
Такие функциональные характеристики токарной обработки, применяемой по нескольким видам металла, сделали ее незаменимой в машиностроении. Изготовить колеса для зубчатых передач, шкивы и гайки, втулки и валы разных диаметров – все это доступно на токарном оборудовании.
Необходимой принадлежностью токаря являются инструменты для измерения. С их помощью контролируются точные габариты изделия и величина его шероховатости. Для этого предназначен штангенциркуль, нутрометр, резьбомер, кронциркуль.
Виды металлической стружки
В процессе токарной работы резец своей кромкой врезается в верхнюю часть заготовки и в этом месте происходит зажим, который определяется кромкой. Когда деталь приводится во вращение, то начинается съем стружки до заданных параметров.
Виды снимаемой стружки:
- сливная – характерна для обработки с высокими скоростями мягких металлов, таких как медь и свинец. А также сплавов, содержащих их компоненты;
- элементная – будет образовываться, когда на низкой скорости происходит обработка деталей из твердой стали;
- стружка надлома – формируется у заготовок из хрупкого металла (бронза или чугун);
- ступенчатая – получается, если обрабатываются средне твердые металлы (алюминиевые сплавы) со средними скоростями.

Расчет рабочих режимов резания
Существуют нормативные документы, где представлены таблицы расчета оптимального режимы резания для токарного станка. Точение деталей требует подбора соответствующей скорости и глубины резания.
В таблицах указаны различные скоростные режимы, относительно типа металла и его физических характеристик. Однако, таблиц с параметрами так много и все они взаимозависимые, что расчеты по этой методике порой будут слишком трудоемкими.
На практике, кроме табличного расчета, применяют аналитическую систему. В ее основе лежит расчет с помощью эмпирических формул. Такой вид расчета даст наиболее точные результаты, когда имеются под руками технические характеристики токарного станка:
- мощность его двигателя;
- частота вращения;
- год выпуска;
- численные значения подачи.
Если же такие показатели отсутствуют, то следует вставлять в формулы значения из справочников.
Расчет производится в следующей последовательности – сначала задается глубина резания, потом фиксируется соответствующая подача и скорость.
Соблюдать такую последовательность необходимо, потому что износостойкость резца сильнее всего зависит от скорости.
Режимные составляющие обязаны выбираться так, чтобы максимально эффективно использовать возможности оборудования. Поэтому требуют еще учета размеров и материала резца.
Для получения нужной шероховатости по таблице подбирается режущий инструмент, соответствующий требованиям.
Глубина резания будет зависеть от размера припуска, устанавливаемого для обработки детали. Его, как правило, удаляют после одного прохода. Это считается черновая обработка, которая делается с максимальным значением подачи. При чистовой обработке детали припуск срезают, проходя несколько раз каждый проход, уменьшая глубину. Значение подачи – минимальное.
Типы резцов
Резец – это основной обрабатывающий инструмент токарного станка. От его различной кромки зависит способ обработки изделия.
Материал для изготовления режущего инструмента должен обладать исключительной твердостью. Твердые сплавы с содержанием вольфрама и титана преимущественно служат для их производства. В высокоточных работах применяются также алмазные резцы и с керамическими сменными пластинами.
Оптимальный режим функционирования токарного станка зависит от глубины обработки, ее скорости и величин подачи. При сочетании всех факторов достигается:
- нужная скорость вращения;
- значительная стабильность устройства при рассечении;
- количество образующейся стружки в допустимых объемах.
Скорость резания определяется типом металла заготовки и резца. Метод обточки деталей и скорость их обработки обозначают частоту вращения шпиндельного механизма станка. Физические характеристики материала заготовки узнаются из специальных таблиц.
Дополнительная классификация
Резцы бывают для черновой обработки и для чистовой. Размеры режущей кромки влияют на толщину удаляемого слоя. А также режущие инструменты могут двигаться налево или направо (левые или правые).

По форме кромки и ее расположению следует выделить следующие группы резцов:
- прямые;
- отогнутые;
- резцы с оттянутым лезвием, которое менее широкое, чем крепление.
А также режущий инструмент делится на следующие виды для выполнения следующих работ:
- обрезания изделия – отрезной;
- протачивания канавок – канавочный;
- нарезания наружной и внутренней резьбы – резьбовой;
- создания изделия определенной конфигурации – фасонный;
- обработки вертикальных поверхностей – подрезной;
- расточки различных отверстий – расточной;
- точения торцов – проходной.
Геометрия режущего инструмента напрямую влияет на правильность обработки, ее качество и в целом на производительность токарных операций. Главные геометрические показатели – углы между линией, по которой направлена подача и лезвиями резца.
Они делятся на следующие виды:
- угол при вершине;
- угол главный – измеряется по линии главной кромки;
- угол вспомогательный – по линии кромки второстепенной.
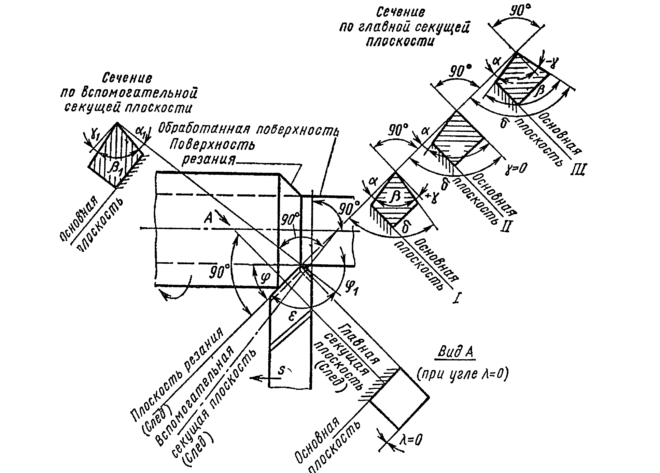
Первый угол зависит от того, как заточен резец, вторые два следует изменять при помощи установки. Небольшая величина главного угла повышает стойкость инструмента, потому что увеличивается рабочая часть кромки. Тогда повышается и эффективность отвода нагрева.
Для обработки торца и поверхностей деталей цилиндрической формы совместно служит упорный проходной резец. Чтобы проточить канавки и обрезать деталь применяется отрезной режущий инструмент. Прямой обычный и отогнутый инструмент понадобится, когда нужно обработать поверхность изделия.
Проточка канавок и обрезание делаются отрезным резцом, а расточным дорабатываются уже просверленные отверстия. Фасонную поверхность общей протяженностью до 4 см обрабатывают круглым, призматическим или стержневым режущим инструментом; радиальным или тангенциальным в зависимости от движения подачи.
Типы токарных станков
Сведения об использовании первых токарных механизмов имеют свое начало с древних веков. Они применялись для точения изделий из дерева или костяных. Привод был ручной.
Помощник осуществлял вращение, а мастер с резцом в руках удалял верхние слои. В средние XV века стали использовать ножной привод.

Постепенно станки развивались и усовершенствовались, приобретая металлические детали, но на качественно новый уровень они вышли с применением электродвигателя.
Значительно возросла мощность токарной обработки и, соответственно, повысились возможности создания качественных и разнообразных деталей.
Из современного токарного оборудования наиболее часто применяется станок токарно-винторезного типа. Он пригоден для выполнения широкого спектра токарных операций как в условиях больших машиностроительных заводов, так и на мелком производстве и даже в небольших мастерских.
Состоит он из следующих конструктивных элементов:
- передняя бабка, где находится шпиндельный механизм и коробка скоростей. Предназначена для фиксации заготовки и сообщения ей вращения;
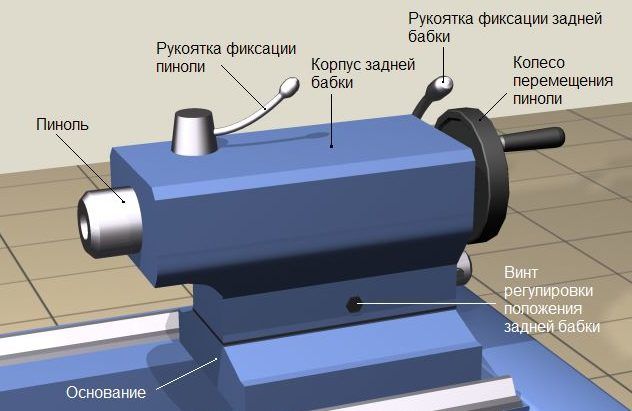
- задняя бабка с продольными салазками и пинолью. В ней следует устанавливать метчик, сверло и другие инструменты;
- суппорт состоит из каретки для перемещения (продольные салазки), поперечных салазок и салазок для резца с резцедержателем;
- станина – опора для обеих бабок. Электродвигатели расположены там же;
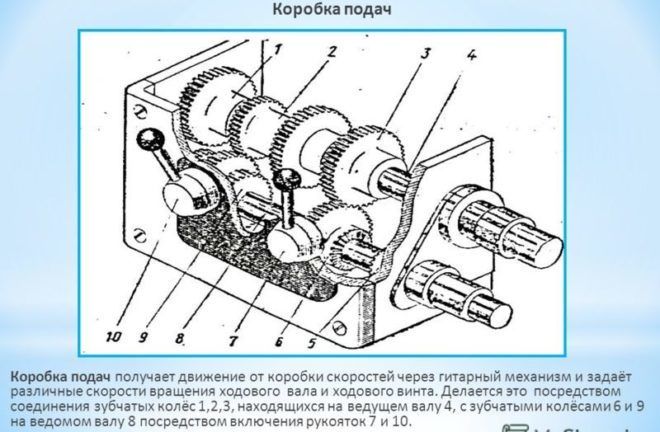
- коробка подач.
Специализированные станки
Из других типов токарного оборудования применяются револьверные станки, в которых можно устанавливать до 30 резцов в специальной револьверной головке. Они позволяют обрабатывать много поверхностей сложных деталей в одно и то же время.
На карусельном токарном станке изготавливают массивные детали, длина которых небольшая, если сравнивать с диаметром. Шпиндель в них расположен в вертикальной плоскости.
На таком мощном механизме рекомендовано вести обработку с помощью многих инструментов одновременно, так как он оснащен несколькими суппортами. Применяется, к примеру, для обработки деталей турбин для гидроэлектростанций и элементов ядерных реакторов.
Существуют еще токарно-фрезерные центры, сочетающие в себе множество различных функциональных возможностей.

Токарные станки с ЧПУ производят все виды обработки в автоматическом режиме, пользуясь программой, задающей различные циклы операций. Являются незаменимыми в условиях производства мелкими сериями и единичного при изготовлении деталей сложных конструктивных профилей. Но специалисты нашли им широкое применение также на массовом производстве.
Токарная обработка металла является сложным, но виртуозным производством. Пользуясь токарной обработкой металлических деталей, под силу получать как штучные изделия с уникальным профилем, требующие тонких и точных манипуляций, так и серийные детали – мелкие и крупные для многих отраслей промышленности.
