Особенности токарных станков с ЧПУ
Присутствие ЧПУ при работе со станками позволяет добиться высокой точности выполнения задач, быстро перенастроить оборудование, а также в несколько раз повышает эффективность работы станков.
Конструкция токарного станка и принцип его работы
Токарный станок с ЧПУ по металлу любой модификации состоит из следующих частей:
- основание станка, месторасположения всех его частей – станина;
- в шпиндельной (передней) бабке располагаются основные узлы механизма – коробка подач и шпиндель;
- суппорт – при помощи верхней и нижней кареток резец станка фиксируется во время работы;
- коробка подач – механизм, обеспечивающий подачу движения суппорту с резцом;
- электрочасть – состоит из электромотора и блока управления электрооборудованием;
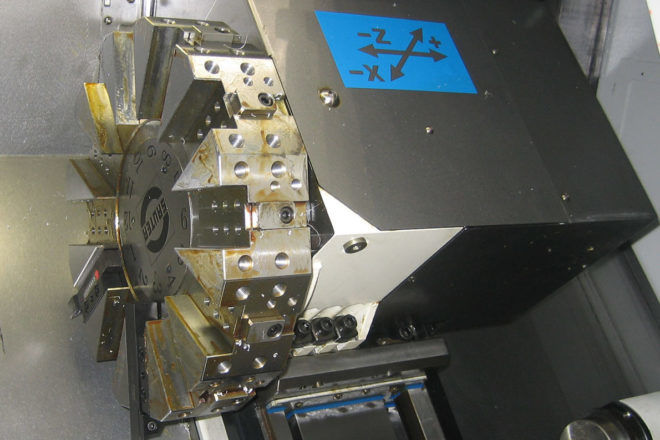
- револьверные головки – обеспечивают оперативную смену инструментов во время работ.
Токарный ЧПУ работает по такому принципу:
- металлические заготовки зажимаются в конструкции станка в определенном положении, по горизонтали или вертикали;
- затем резец, контролируемый программным обеспечением, обтачивает их, придавая заданную форму.
Особенности конструкции станков
Продуктивность и надежность нынешних токарных станков обусловлены особенностями конструкции. К ним относятся:
- предварительный разогрев узлов агрегата снижает тепловые деформации при обработке;
- эффективная виброизоляция;
- передаточные устройства в приводах токарных агрегатов лишены каких-либо зазоров;
- длина кинематических цепей и число механических передач существенно меньше;
- оснащение сигнализаторами обратной связи.
Для подобных устройств характерна высокая точность движений всех механизмов благодаря наличию износостойких направляющих с маленькой силой трения.
Направляющие качения обладают высокой жесткостью благодаря предварительному натягу, а направляющие суппорта и станины изготавливают из смеси фторопласта с чугуном или сталью. Поэтому увеличение скоростей работы не влияет на показатель трения.
Основные элементы конструкции станков имеют коробчатую форму и поперечные ребра. В последнее время иностранные производители начинают использовать полимерный бетон и синтетический гранит для изготовления станин, салазок и колонн токарных станков, для обеспечения максимальной жесткости и виброизоляции.
Шпиндели и шпиндельные узлы тоже модернизируются по сравнению с моделями обычных станков. Узловые опоры оснащаются износостойкими подшипниками, а конструкция шпинделей становится более сложной, с автоматическими фиксаторами и индикаторами для диагностики и мониторинга рабочего процесса.
Виды токарных станков с ЧПУ
Все машины следует поделить на 2 типа:
- горизонтальные станки, созданные для работы с небольшими, а, порой, даже мелкими деталями;
- вертикальные.
К горизонтальному типу относятся также компактные станки для домашнего применения.

Вид станка определяется положением направляющих – оно бывает наклонное, а также горизонтальное либо вертикальное.
Исходя из функций ЧПУ, машины могут иметь различные свойства:
- настольные токарные устройства – компактные станки для точения совсем маленьких деталей;
- резка труб и валов – станки предназначены для обточки очень длинных и сложных деталей, а также они способны обтачивать внутренние поверхности;
- резка втулок и валов – используются для вытачивания отверстий, обработки торцов и сложных тел вращения, нарезают резьбу;
- станки с повышенной производительностью – имеют повышенную жесткость благодаря направляющим скольжения, способны обтачивать любые детали из любого материала в непрерывном режиме;
- многофункциональные станки – справляются работами любого уровня сложности и любыми деталями.
Машины с программным управлением следует также разделить по назначению:
- центровые – обточка валов осуществляется в центрах, фиксируемых передней и задней бабками;
- патронные – задняя бабка здесь отсутствует, а патрон располагается в передней;
- патронно-центровые – имеют возможность обтачивать деталь только в патроне либо поддерживаться центром задней бабки.
Основные характеристики токарных станков ЧПУ
Современные модификации токарных ЧПУ обладают следующими характеристиками:
- привод обладает мощностью до 40 кВт;
- оснащение трехфазными моторами или моторами постоянного тока для возможности изменения скорости вращения шпинделя;
- вращение главного резца до 2 тысяч об/мин;
- возможность обработки очень мелких (на компактных устройствах) и довольно крупных заготовок – от 100 мм до 1 тыс. мм;
- широкий диапазон подачи – некоторые модификации обладают способностью изменения подачи примерно в 1,5 тыс. раз;
- множество настроек позволяет задавать перемещение резца по более сложным траекториям в сравнении с мануальным управлением;
- управление осуществляется по осям координат – чем сложнее работа, тем больше координат задействовано в процессе (чаще всего используется управление по двум координатам, малогабаритные танки используют только такую систему, но есть модели, где необходимо задать до 5 координат одновременно);
- станок часто содержит до 12 резцов;
- многие модели оснащены функцией удаления стружки и пыли.

Чтение маркировки оборудования
Маркировка станка состоит из цифр и букв. Первая цифра на маркировке токарных станков всегда 1. Вторая цифра обозначает тип станка. После этого следуют обозначения высоты центров, например, цифры «2» или «20» означают высоту центров в 200 мм, а «3» или «30» – соответственно высоту центров в 300 мм.
А также на маркировке станка есть буквенное указание класса точности:
- А – очень высокий;
- В – высокий;
- С – особо точный (прецизионный);
- П – повышенный;
- Н – нормальный.
Компактные модели станков чаще всего имеют класс точности «В».
По маркировке станков российского производства легко понять, каким именно управляющим комплексом они оборудованы. Существуют три типа числового программного управления:
- позиционная система контроля конечных координат по окончании процесса обработки;
- контурная система – исполнительные органы станка перемещаются на заданные расстояния вдоль осей координат;
- адаптивная система сочетает в себе возможности всех систем.

Какая именно система установлена на конкретный станок, легко определить по последней букве и цифре на названии модели:
- Ф1 – задание координат происходит перед началом работы;
- Ф2 – агрегат оснащен позиционной системой ЧПУ;
- Ф3 – управление осуществляется контурной системой;
- Ф4 – на станок установлена адаптивная система числового программного управления.
Программирование токарного оборудования
Для эффективного и качественного выполнения работы потребуется в первую очередь грамотно и точно оставить управляющую программу.

Программирование конкретной операции по обработке заготовки предполагает специальный маршрут, включающий в себя:
- Разделение на этапы: черновой, чистовой и отделочный. Для упрощения всего процесса и повышения производительности, черновой и чистовой этапы могут быть объединены в один.
- Строгое соответствие конструкторской и технологической документаций минимизирует отклонения при базировании и фиксации заготовки.
- Полное изготовление детали при минимальном количестве циклов.
- Оптимизация процесса изготовления: тела вращения точатся от максимально жесткой зоны к минимально жесткой во избежание создания концентраторов напряжения.
- Технология изготовления деталей на станках с программным управлением часто состоит из нескольких операций. Операции, в свою очередь, могут выполняться из нескольких проходов.
Существуют определенные алгоритмы программирования, гарантирующие финальное качество обрабатываемой детали. Такие алгоритмы включают:
- количество проходов;
- принцип обработки заготовки;
- обрабатывающие инструменты (резцы, фрезы и прочие).

Есть станки с обоймами под все обрабатывающие инструменты.
В случае если такой возможности нет, необходимо проводить замену обрабатывающих инструментов между циклами обработки. Современные технологии позволяют также устанавливать несколько резцов в обойму либо использовать многогранные резцы для быстрого устранения дефектов обработки путем поворота резца.
Самые распространенные виды обрабатывающих инструментов:
- расточные, с жестко фиксированными резцами;
- метчики, для нарезания резьбы;
- ромбовидные, для фрезерования отверстий и выведения геометрии детали.
Обрабатывающие инструменты устанавливаются в обойму упорядочено, в порядке их применения в цикле. Началом цикла обработки считается касание рабочей заготовки вершиной резца.
Настольные токарные станки
Настольные станки применяются для обточки деталей малого размера.
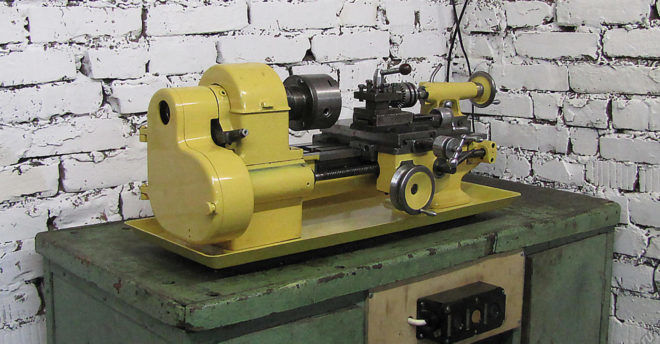
Несмотря на небольшой размер, малый вес, а также гораздо меньшую скорость работы по сравнению с промышленными машинами, малогабаритные агрегаты способны выполнять множество различных операций.
В надежности и качестве выполненной работы они ничем не уступают полноразмерным моделям – ведь современные настольные станки также имеют числовое программное управление. Такие станки чаще всего применяются в автосервисах, мастерских, учебных заведениях и, конечно, в быту.
У домашних агрегатов немало достоинств:
- невысокая цена;
- подключение к питанию в 220 B (также рекомендовано использовать сеть в 380 B);
- минимальное энергопотребление по сравнению с большими станками – компактные агрегаты экономят электроэнергию;
- довольно тихая работа;
- из-за малых габаритов идеально подходит для небольших помещений: мастерских или сервисов;
- удобство и простота использования – работа не требует серьезной подготовки и множества специальных знаний;
- надежность и долговечность – при правильной и бережной эксплуатации настольный агрегат прослужит много лет, не требуя ремонта или замены;
- при установке дополнительных элементов легко расширить функциональность станка, например, за счет выполнения сверлильных и фрезеровочных работ.

Токарные станки являются неотъемлемым атрибутом крупных промышленных предприятий, они позволяют решать широкий спектр задач по обработке не только металла, как это было на первых моделях станков, но и пластика, дерева, а также других материалов.
