Разновидности и принцип работы станков для гибки проволоки
Известно несколько приемов сгибания проволоки. Самым распространенным вариантом является сгибание подобных деталей вручную. В рамках промышленного производства ручной метод не является рентабельным и имеет многочисленные затраты. На производстве используются различные варианты станков для гибки проволоки.
Типы проволокогибочных станков
В зависимости от технологии выделяют несколько типов проволочных станков:
- изготавливающие детали из бухты;
- сгибающие из металлического прутка;
- сгибающие обкатным способом;
- сгибающие способом проталкивания;
- аппараты с чпу.

Станки, изготавливающие проволоку из бухты
Указанный тип агрегата применяется для серийного производства. Подобные проволокогибочные аппараты имеют высокую производительность и экономичность по сравнению с другими.
Процесс изготовления проволоки проходит несколько этапов:
- берется размотчик;
- в нем фиксируют бухту с проволокой;
- на проволоку оказывают действие сразу два механизма, один из которых плоскостной, другой – роликовый;
- проволока становится прямым прутом;
- прямой проволочный прут помещается в гибочный участок аппарата;
- на выходе получается деталь, имеющая нужную форму;
- готовое изделие отрезается специальными механическими ножницами.
Подобный гибочный станок в состоянии выпускать только определенный вид готового изделия. Это обусловлено наличием в нем приспособлений, заранее настроенных на изготовление деталей, имеющих определенную форму.
Агрегаты выпускают простые по форме детали и не предлагают их широкого разнообразия. Число операций по сгибанию на подобных станках ограничено пятью.
Аппараты, сгибающие проволоку из металлического прутка
Указанный аппарат считается более технологичным по сравнению с предыдущим. Станок проводит дополнительную обработку готового изделия, чего не делает агрегат из бухты.
Аппарат позволяет делать штамповку и резьбу на проволочных изделиях.
Указанный тип станка имеет два основных недостатка:
- отличается низкой производительностью;
- требует установки вспомогательного устройства подачи заготовок, отличающегося сложностью конструкции.
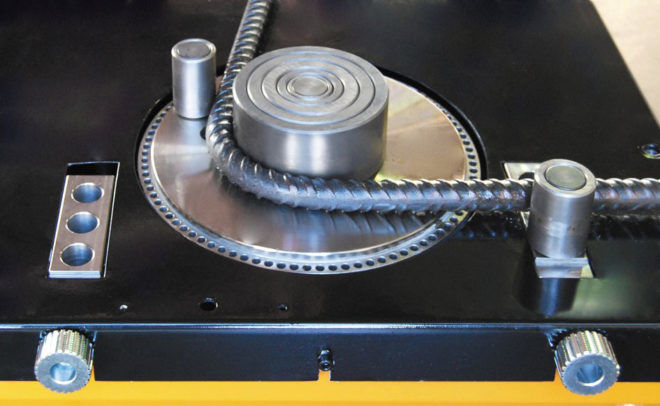
Устройства, сгибающие обкатным способом
Устройства данного типа предназначены для изготовления деталей круглой формы. Подача проволоки на станке производится на вал с заранее установленным радиусом. Подача проводится при помощи направляющих роликов. Создается вращательное движение вала, результатом становится огибание проволокой пальца несколько раз.
Устройство позволяет регулировать пружинный шаг и угол сгибания детали. Это обеспечивается благодаря положению обкаточных роликов касательно вала.
Данный ручной станок для гибки изготавливает только один тип продукции. Чтобы изменить вид и форму выпускаемой продукции, потребуется предварительная замена приспособлений для гибки. Необходимо будет выполнить пусконаладочные работы.
Агрегаты, работающие способом проталкивания
Метод проталкивания применяется для проволоки, которой необходимо придать форму сложной геометрической фигуры.
Процедура проталкивания основывается на поступательном движении металлического материала через профилегибочное устройство. Заданную форму детали придают обкатывающие ролики. Вместо профилегибочного устройства станка может использоваться пружинонавивочное устройство.
Оборудование, на котором возможна гибка проволоки данным способом, отличается сложностью и требует специальных познаний.
Аппараты с числовым программным управлением
Прогресс в станкостроении позволил внедрить агрегаты с чпу, с помощью которых стала возможна гибка проволоки.
Аппараты изготавливают детали 2D-формы и изделия пространственной 3D-формы. Управление на станках осуществляется промышленным компьютером. Благодаря компьютеру удается поворачивать гибочные консоли в трехмерном пространстве при любой последовательности.
Агрегаты с чпу имеют высокую производительность труда. При необходимости изменить форму и вид выпускаемой продукции достаточно только сменить производственную программу на компьютере.
Варианты приспособлений для сгибания проволочных материалов своими руками
Для сгибания порой достаточно воспользоваться подручными инструментами. Многое зависит от толщины используемого материала.
Для гибки изделий своими руками, имеющих диаметр до 3 мм, подходят:
- слесарные тиски;
- плоскогубцы;
- круглогубцы.

Разрезается материал бокорезами или обычными кусачками.
Изделия с большим диаметром потребуют применения устройства, изготовленного своими руками. Сборка станка проводится поэтапно:
- к столу болтами привинчивается уголок из стали длиной 19 см;
- изготавливается станина из металлической пластины, в ней просверливаются отверстия;
- к уголку прикручивается станина с направляющими роликами и ручками;
- к станинному пазу подбирается брусок из металла;
- в бруске проделываются несколько сквозных и глухих отверстий;
- к бруску прикручиваются болтами ручка и рифленый ролик;
- внизу станины привариваются пластины;
- брусок вставляется в станинный паз так, чтобы он скользил в нем, а не выпадал;
- вкручиваются направляющие ролики;
- конструкция из бруска прикручивается к уголку.
Механизм, сделанный своими руками, позволит делать изделия более сложной конфигурации.
